Being intentional about goals when developing a condition monitoring (CM) project roadmap leads to earlier wins and long-term success.
Learning Objectives
- Evaluate the key benefits and cost-saving potential of condition monitoring (CM) systems in industrial settings.
- Analyze different condition monitoring solutions to determine the best fit based on asset criticality, maintenance goals and investment considerations.
- Develop a roadmap for implementing condition monitoring to maximize return on investment and optimize maintenance strategies.
CM insights
- Condition monitoring (CM) systems help industrial plants reduce downtime, extend equipment lifespan and lower maintenance costs by enabling real-time diagnostics and predictive maintenance.
- Selecting the right system and developing a strategic ROI roadmap ensures maximum value, especially as modern production demands make continuous monitoring essential.
Many process manufacturing organizations are either using or evaluating continuous condition monitoring (CM). CM is typically recommended for those assets that run continuously, are crucial to the production process, have critical failure consequences, are expensive to maintain or pose a risk to safety and the environment. A CM system will positively affect equipment availability, mean time between maintenance, component lifetime, production rates and plant and process overall operations effectiveness.
Modern debottlenecking campaigns and high product output plans require more machines to be productive. In many plants, formerly redundant machines are now onstream and an essential part of the production process. With less backup machinery available, plant operators are becoming dependent on those machines required to meet production goals. This means CM systems are now mandatory in most industries.
Selecting a CM system
CM solutions have been around for decades and range from handheld devices to online diagnostic systems, online protection systems and, more recently, edge computing analytics with neural network features. The ongoing development of new technical features and system capabilities — along with the improved reliability of diagnostic results — have increased the capabilities of such systems.
However, the number of production assets that qualify for continuous online monitoring increased as well. This expansion often makes choosing the right solution seem like an impossible task.
When evaluating a CM system, the most important question to answer is: “What system best fits our needs?” One key element of answering this question is to have clear goals, such as increasing machine availability, improving reliability and product quality, reducing maintenance costs and ensuring safety. With such goals in mind, reliability teams can then develop a roadmap focused on fast return on investment (ROI) to drive the most value and lay a foundation for management support to expand those programs in future years.
Why implement CM?
CM systems bring a wide range of benefits. First and foremost, CM tools help teams deliver operational benefits. Remote access to the system allows centralization where a team of experts can perform consistent diagnostics across the entire enterprise (local or multinational locations), avoiding expensive traveling to sites. This is an important element for offshore applications — such as floating production storage and offloading units — and for liquefied natural gas carriers, remote mine sites and others.
In addition, CM solutions also unlock maintenance benefits. A CM system directly reduces maintenance costs, with fewer work orders and more targeted activities. It can replace preventive, off-line measurements, possibly executed by costly external service companies and reduce labor time and associated costs due to shorter mean time to repair. Moreover, knowledge regarding the failed component allows targeted repairs instead of trial-and-error campaigns, with less capital commitment for spare parts inventory.
All these benefits can bring significant gains in risk avoidance. Risk is the product of two factors: consequence and probability or frequency. Consider a catastrophic compressor failure with a potential consequence of $500,000 in production loss, labor costs and spare parts. If this event occurs at a frequency of once every 10 years, this represents an annual risk of $50,000 per year. If it occurs every two years, the annual risk is $250,000. At such levels, it does not take many saves before a CM system pays for itself.
Calculating returns on a CM investment
To deliver the most value from a CM solution, the project team must understand how to evaluate the system’s value over time. CM can substantially reduce the cost of consequence (i.e., avoidance of catastrophic and consequential damage), as well as the frequency (i.e., real time and continuous diagnoses of bad actors and all their components), but whether these advantages will deliver value is based on the resulting economic incentives.
When investing in a predictive maintenance system, two methods of assessing economic incentives can be used.
- The payback period, which determines whether the investment in the system pays for itself within a defined period. The result is expressed in time (i.e., years, months).
- The ROI, which measures the amount of return on an investment in a specified period relative to money spent. To calculate the ROI, the return or benefit of an investment within a time frame is divided by the cost of the investment and the result is expressed as a percentage or ratio.
The risk of machine failures has several severity steps that must be considered when starting ROI calculations: normal loss (i.e., cost for production loss and maintenance campaigns during scheduled shutdowns), probable maximum loss (i.e., cost for massive maintenance or a new machine with associated production losses) and maximum possible loss (i.e., massive machine damage, loss of product, health, safety and environment issues, environmental pollution, fire and/or business interruption).
When it comes to the financial justification of investments in CM, many studies assume that the system is perfect and will always inform the user well ahead of any impending failure.
However, this is not always the case and false alarms, as well as missed failures, will create costs. These imperfections and their effects on operations and maintenance must be part of the equation as they increase the payback period.
In all cases, operators must precisely sum all costs and efforts associated with each detected failure to perform the equations. Adding up the investment is the easy part of the profitability assessment. More challenging, but of equal importance, is the realistic calculation of the benefits earned from the CM system.
A typical place to start ROI evaluation is with the four key factors contributing to excessive spending. Understanding each of the loss areas can help a project team quickly identify its best CM roadmap.
- Lost production is the cost that is perhaps most difficult to determine. Yet, on average, reduced downtime is responsible for 60% to 70% of a company’s savings. These savings depend on the type of machine. Consider, for example, a machine that produces $10,000 worth of products per hour. By preventing a bearing failure on this machine, the plant could eliminate five hours of downtime and a $50,000 loss in production.
- Labor savings are the easiest to calculate by checking a machine’s repair records in the previous year. The number of hours spent on planned and unscheduled repairs gives a realistic indication of how much time a company can save after implementing the CM system.
- Spare parts, the machine’s maintenance records are a good way to determine the cost of replacement parts, such as valves, bearings and gears.
- Power consumption is harder to evaluate because it is usually not included in maintenance records. However, improving machine efficiency can substantially reduce energy costs.
A few real-world examples help illustrate this concept more clearly:
- A leading oil and gas company implemented predictive maintenance for its critical rotating equipment, including pumps, compressors and turbines. By leveraging vibration analysis and other techniques, the company reduced unplanned downtime by 36%, extended asset lifespan by 25% and achieved an overall ROI of 10:1.
- A global manufacturing company deployed predictive maintenance across its production lines, using sensors, data analytics and machine learning algorithms. The initiative resulted in a 45% reduction in unplanned downtime, a 30% reduction in maintenance costs and a ROI of 7:1 within the first year.
- A power generation company implemented predictive maintenance for its wind turbines, using vibration analysis, oil analysis and thermal imaging. The program increased turbine availability by 8%, reduced maintenance costs by 15% and delivered a ROI of 5:1 over a three-year period.
Understanding the ROI roadmap
The rate at which companies recover an investment in CM depends on the type of products manufactured, the amount of experienced downtime and how well they implement and use the system. In some cases, companies can recover their investment in monitoring equipment and training within months after the initial startup. Within a year, they can obtain as much as four to five times ROI. In some cases, avoiding only one major consequential damage on a reciprocating machine can pay for the entire system within weeks after implementation.
Experience shows that CM typically delivers fast ROI, especially during the initial startup of new machinery or after major overhauls or main process changes. Yet, in some cases, there may be little or no return during the first few months. Moreover, maintenance costs may increase during these early months because many new, unknown machine issues are identified, diagnosed and corrected quickly, which has associated costs. Once these initial problems are corrected, however, maintenance costs typically drop dramatically and remain low. Developing a ROI roadmap for CM solutions should include these potential early costs in the calculations.
Planning the roadmap for CM ROI should also consider the initial investment for online systems, hardware, software and installation. To precisely assess the total cost of ownership, operators must consider the following investments:
- System engineering and installation
- Field instrumentation (e.g., sensors, cabling)
- Monitoring and diagnostic system (e.g., hardware and software, installation, software licenses)
- User training and customer support, if required
- System maintenance (e.g., sensor replacement, software updates)
- Any necessary external expertise and support
Adjusting CM activities to catalyze ROI
If the system is not providing a return after several months, some factors may need to be changed. For example, teams can investigate training, the proper configuration of the alarms and predicates, the full use of system features and capabilities and whether diagnostic outputs are delivered to the right people so they are not ignored. Seemingly small factors can quickly become significant roadblocks to ROI.
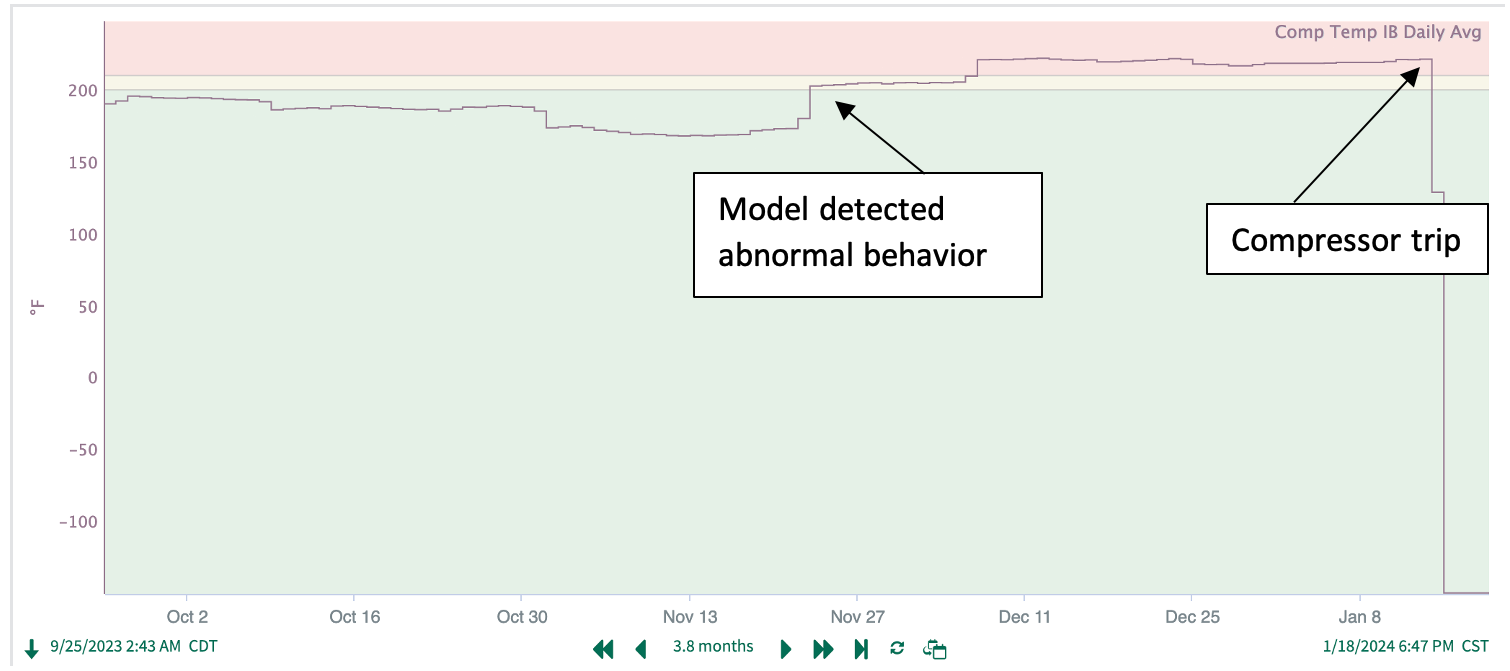
Additionally, operators must build confidence in the notifications and diagnostic results issued by the system. When the system detects uncritical but unusual wear development, operators should refrain from rushing to stop production and service the machine. Rather, they should have an eye on data and keep the machine running as long as possible or until a plant outage. This is what proactive condition-based maintenance is all about: acting only when required.
Another unexpected complexity can occur when brand new parts and components fail in the first hours of operation. In this case, an immediate stop might be necessary to avoid catastrophic failure. Stopping because of a new part can be frustrating, but it is the other side of the proactive condition-based maintenance equation: acting only when required.
Criticality directly correlates to ROI
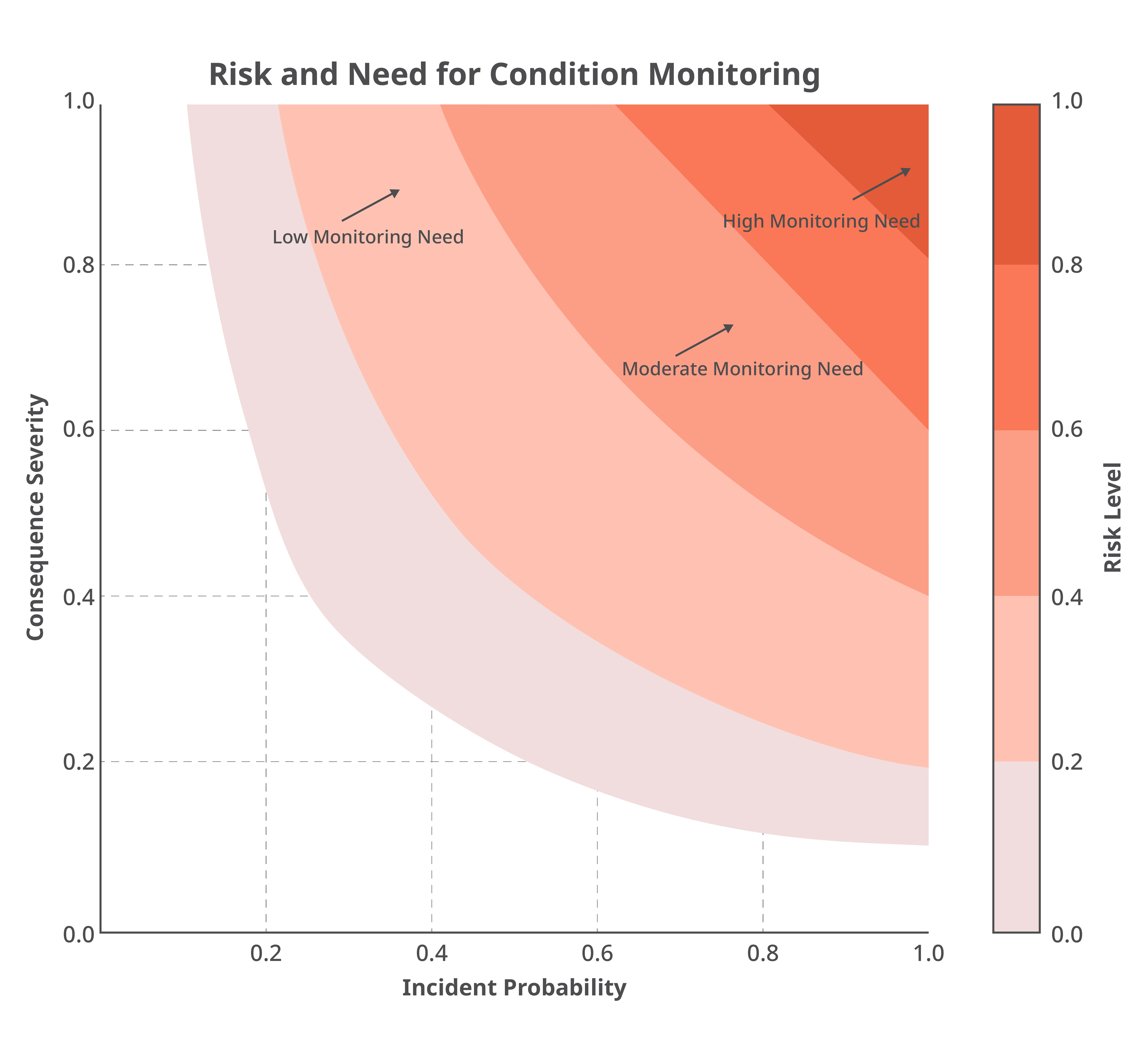
Machine criticality is another essential factor to consider when identifying the proper monitoring technology and scope as part of a ROI roadmap. One factor of the criticality definition is the well-known risk matrix. It relies on previously mentioned factors: consequences and probability.
Risk assessment is a challenging and complex task and in terms of criticality, CM project teams must consider many factors including process layout (e.g., single line or multiline), profits per hour (in case of production loss), ability to keep the process running downstream of the failed machine, time and cost for shutdown and startup, equipment redundancy (i.e., availability of backup machinery), average mean time to repair of the evaluated assets, failure history of the machinery and availability of maintenance experts and tools.
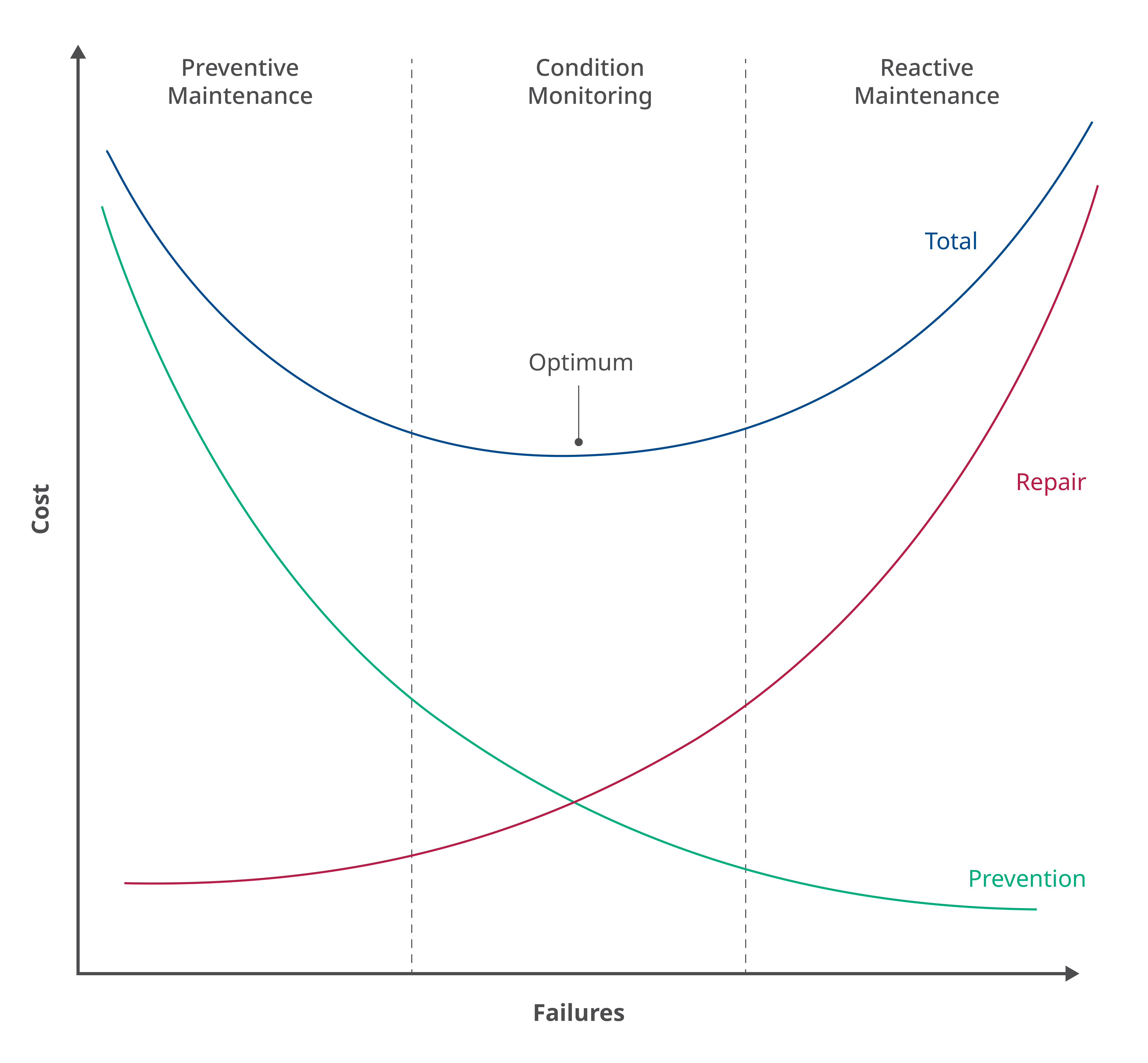
One way to show dependency between criticality and the CM system’s scope is shown in Figure 2. The more critical the asset, the more advanced the CM technology should be to detect all impending failures and avoid costly consequential failures.
Making the CM system succeed
Implementing a CM system is a critical strategy for any organization looking to compete in an increasingly complex global marketplace. Starting without a plan can often lead to overly costly and complex installations that do not deliver the desired benefits. A properly planned CM solution should deliver a fast ROI, helping the project team gain momentum to expand the program upon success.
Accomplishing that goal starts with developing a reliable ROI roadmap for the project. Teams can either develop that strategy themselves or they can reach out to an experienced automation solutions provider to help them perform the key steps. Not only will the resulting solution provide faster results, but it will work more efficiently and effectively across the life cycle of its operation, having been designed and customized to meet the organization’s needs and goals.