The cost of leaking steam traps can be huge. If steam, for example, costs $5/1000 lb, a leaking trap with a 1/8 in. orifice in a 50-psi system would waste 29.8 lb/hr, or 260,333 lb/yr. The energy waste from this trap would be $1302 annually. In a system with 100 traps and an estimated failure rate of 25%, the annual cost would be $32,541.
|
The cost of leaking steam traps can be huge. If steam, for example, costs $5/1000 lb, a leaking trap with a 1/8 in. orifice in a 50-psi system would waste 29.8 lb/hr, or 260,333 lb/yr. The energy waste from this trap would be $1302 annually. In a system with 100 traps and an estimated failure rate of 25%, the annual cost would be $32,541.
Ultrasound instruments
Ultrasound instruments are ideally suited to inspect steam traps and detect steam leaks. Lightweight and portable, they translate high-frequency sounds produced by operating steam traps into the audible range where users hear them through headphones and can view these sounds on a meter or display panel.
The handheld instruments generally come with headphones, a meter or display panel, a sensitivity/volume adjustment, and interchangeable modules for scanning or contact. Some instruments have the ability to adjust frequency response from 20 kHz to 100 kHz (Fig. 1).
Many of these features are useful in helping an inspector adapt to a specific test site. For example, should an ultrasound source be too difficult to locate due to an intense signal, a downward adjustment of the sensitivity helps to focus on the exact site.
Interchangeable modules allow users to adjust for different types of inspection problems. The contact mode is used to detect ultrasounds generated within the casing of a steam trap housing, while the scanning mode detects ultrasounds that travel in the atmosphere, such as a pressure leak or a steam leak.
Types of steam traps
Steam traps are automatic valves designed to keep a steam system operating optimally by purging condensate and maintaining steam quality. Once steam has become hot water, it is removed by the trap and is either returned to the boiler or discharged to the atmosphere.
There are different types of steam traps because of the variety of applications and requirements. Steam trap designs can be described in terms of their properties, such as mechanical/density, thermostatic/temperature, or kinetic energy. Traps can also be described in terms of their generic operating modes: continuous flow and intermittent flow.
When inspecting steam traps, testers should be aware of how each trap operates to better understand the acoustic pattern of a working or failed trap. Some manufacturers of ultrasonic instruments supply cassette tapes that demonstrate the sounds of traps in various stages of operation and failure.
Float-and-thermostatic and fixed-orifice traps continually discharge condensate. An inspector would hear a modulating, continuous flow. A blow-by condition changes this modulating flow to an intense, continuous rushing sound, while a plugged trap is quiet.
Thermostatic, inverted bucket, and thermodynamic traps intermittently cycle open and closed. They have a pattern of hold-discharge-hold. Acoustically, an inspector hears a hold-discharge-hold pattern from a good trap, while a blow-by condition is heard as a continuous rushing sound from a failed trap.
Float-and-thermostatic traps consist of a ball float and a thermostatic bellows element. These traps are not recommended where water hammer is a possibility. They usually fail closed. If the ball float becomes damaged and sinks or the thermostatic element fails, the trap fails open.
Fixed-orifice traps are self-regulating and continually discharge condensate. There is the possibility that, with heavy loads, these traps will pass live steam. There is also a tendency to waterlog under wide load variations. These traps can become clogged due to particulate build-up in the orifice and will make no sound.
Thermostatic traps have a main element that is a metallic, corrugated bellows filled with an alcohol mixture that has a boiling point lower than water. The bellows contracts when in contact with condensate and expands when steam is present.
There will be times when this trap will behave as a continuous-flow type, at other times it will act intermittently as it opens and closes to condensate and steam, or remain totally closed. Thermostatic traps can fail open if the bellows become damaged or particulate plugs the valve hole, preventing adequate closing. Occasionally, the trap becomes plugged and will fail closed.
Inverted bucket traps feature a bucket that raises and lowers as steam and condensate enter the trap body. These traps are ideally suited for water hammer conditions but may be subject to freezing in low temperature climates if not insulated. Usually, this trap fails open.
Thermodynamic traps feature a disk that rises and falls depending on the difference in pressure between steam and condensate. Steam tends to keep the disk down and closed. As condensate builds up, it reduces pressure in the upper chamber and allows the disk to move up for condensate discharge.
This is a good general-type trap to use where steam pressures remain constant. A thermodynamic trap usually fails open. There are other conditions that may indicate steam waste, such as motor-boating, in which the disk begins to wear and fluctuate rapidly, allowing steam to leak through.
Testing methods
Poorly operating traps can range from a complete blow-through, to leaking, to plugged. Plugged traps are cool while operating and leaking traps are hot. It is recommended that the temperature of a trap be taken with a noncontact, infrared thermometer.
Checking a steam trap with an ultrasonic translator is straightforward (Fig. 2). Touch the trap on the downstream side with the instrument’s contact probe and adjust the sensitivity to better hear the flow. Listen to trap operation and observe the meter. Technicians who use ultrasonic detectors on a daily basis to inspect steam traps can achieve an accuracy that exceeds 98%.
Early detection of leaks in steam traps improves a plant’s efficiency and reduces energy waste.
More Info: For more information about ultrasound and ultrasonic instrumentation and applications, contact Alan S. Bandes at 800-223-1325 or [email protected] . The U.S. Department of Energy provides a very comprehensive site about steam systems. It offers information about steam efficiency, frequently asked questions, web links, and a schedule of workshops and events. The DOD Steam Challenge can be viewed at https://www.oit.doe.gov/steam . Article edited by Joseph L. Foszcz, Senior Editor, 630-288-8776, [email protected]
Principles of airborne ultrasound
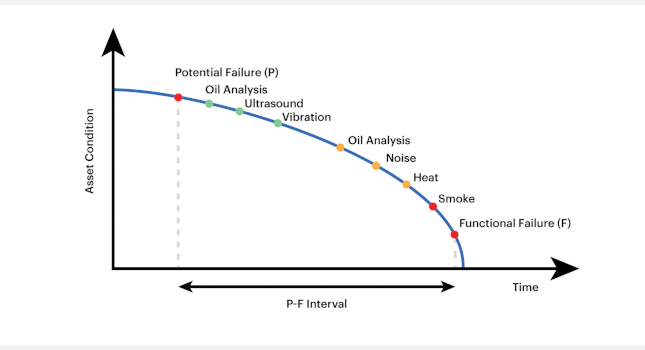
All operating equipment and most leakage problems produce a broad range of sounds. The high-frequency ultrasonic components of these sounds are extremely short-wave signals that tend to be fairly directional. It is easy to isolate these signals from background plant noises and detect their exact location. As subtle changes begin to occur in mechanical equipment, ultrasound inspection allows these potential warning signals to be detected early, before actual failure.
Airborne ultrasound instruments, often referred to as ultrasonic translators, provide information two ways: qualitatively through the ability to hear ultrasounds through a noise-isolating headphone and quantitatively via incremental readings such as decibels on a meter.
Although the ability to gauge intensity and view sonic patterns is key, it is equally important to be able to hear the ultrasounds produced by various pieces of equipment. Ultrasounds allow inspectors to confirm a diagnosis on the spot by being able to clearly discriminate among various equipment sounds. This discrimination is accomplished in most ultrasonic translators by an electronic process called heterodyning, which accurately converts the ultrasounds sensed by the instrument into the audible range where users can hear and recognize them through headphones.
The high-frequency, short-wave characteristic of ultrasound enables users to accurately pinpoint the location of a leak or of a particular sound in a machine. Most of the sounds sensed by humans’ range between 20 Hz and 20 kHz. The average human threshold is 16.5 kHz. These frequencies tend to be relatively gross when compared with the sound waves sensed by ultrasonic translators. Low-frequency sound waves in the audible range are approximately 3/4 in. up to 56 in. in length, whereas ultrasound waves sensed by ultrasonic translators are only 1/8 in. up to 5/8 in. long. Since ultrasound wavelengths are magnitudes smaller, the ultrasonic environment is much more conducive to locating and isolating the source of problems in loud plant environments.
Ultrasound translators support and enhance other PDM technologies, such as infrared and vibration inspections, to perform a multitude of inspection activities.