Variable frequency drive technology has evolved and improved over the years to reduce energy consumption, improve reliability, and extend equipment life.
Across industries, variable frequency drives (VFDs) have been used for more than 40 years to save energy and energy costs and reduce wear-and-tear on valuable motor and pump assets. Today, drives are fundamentally used in the same way, but drive technology has evolved and improved—yielding highly compact drives that are better able than ever to reduce energy consumption and improve reliability, while extending equipment life.
Further, organizations can realize additional cost and time savings by integrating medium-voltage VFDs in their motor control center lineup. This results in systems that take up less space, are quicker to install, and require less equipment to buy and maintain.
Energy saving, increased equipment life
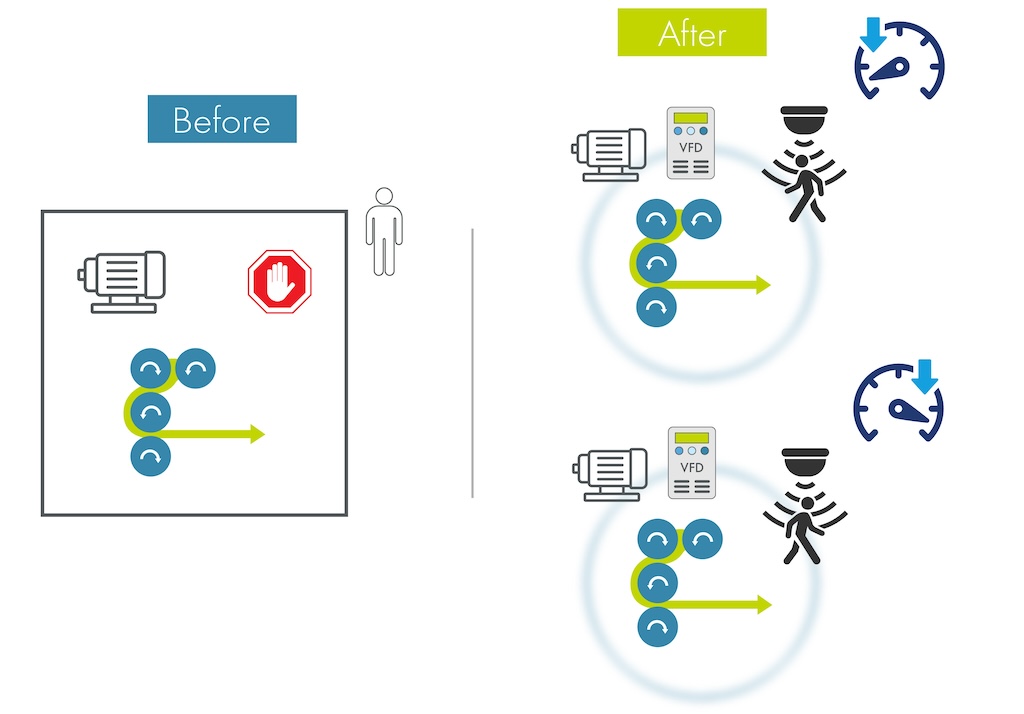
Fundamentally, VFDs provide energy savings by matching power consumption to actual power needs. They are increasingly economically viable as focus shifts to the total cost of ownership and the efficiencies and savings that equipment is able to bring in over time—and not just the immediate cost of equipment. Additionally, today’s VFDs take up less floor space, are faster to commission, and protect valuable pump and motor assets.
Designed for applications that require variable power output, VFDs are able to optimize energy usage by helping facilities to use only the energy they need, so that consumption aligns with real energy requirements. Further, by gradually accelerating the pump and motor, they help to protect assets and extend equipment life. Optimizing the speed of large pumps and motors generates both substantial energy and cost savings, and minimizes the wear-and-tear on valuable pump and motor assets.
With increasing energy costs, industrial customers can calculate the return on investment in medium-voltage drives in terms of months—not years. Consequently, VFDs are used today more than ever.
Motor control center lineup
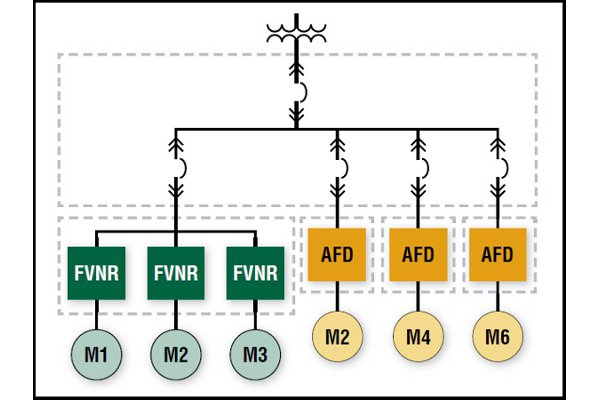
It is common industry practice to install standard full-voltage starters and VFDs in distinctly different configurations. On the one hand, full-voltage starters are usually contained within the same medium-voltage motor control center (MCC) lineup and fed by common bus, so as to save space and the extra cost of installation. On the other hand, VFDs are often installed individually and treated as independent systems (see Figure 1). Yet, it is advantageous to integrate drives into motor control centers (see Figure 2).
MCCs with integrated starters can help reduce the demand on systems and motors and extend equipment life. They can precisely match motor ratings and are engineered to provide component-to-component circuitry. Some lineups provide front accessibility of all components and terminals and are used where proper control and protection of the motor and system are critical. For years, this configuration has been used in numerous applications and processes.
As VFDs are used to improve energy efficiency, there is also an opportunity to integrate the entire system into a single lineup on a common bus. The integrated lineup would accommodate all types of motor starters, load break switches, integrated VFDs, VFD synchronous transfer control, VFD bypasses, and main and feeder breakers. This integrated lineup is well suited for industries where speed control is critical: petrochemical, water and wastewater, utility, HVAC, pulp and paper, and many other applications.
System data
To show the advantages of creating a single lineup, it is helpful to compare various configurations for a common situation. This example will address a specific requirement of six motor controllers fed from a common transformer. The transformer, its protection, and the size and control requirements of the motors will be the same across all configurations discussed. The specific area addressed will be the feeder portion between the transformer and the individual motor controllers (see Figure 3).
In this example, the system receives input power through a 10 MVA, 4,160-V transformer, and the transformer load is protected by a 2,000-A breaker. The transformer, its protection, and the feed to the 2,000-A breaker remains constant for all scenarios, and is therefore not addressed in the individual scenarios described.
The load for the system will be three full voltage non-reversing (FVNR) starters and three VFDs that range from 1,000 hp to 2,500 hp. Each motor is a typical medium-voltage induction motor. A detailed explanation of each motor’s control requirements is listed in Table 1.
When discussing equipment footprint, the size of the gear and the additional space required for installation and maintenance are taken into account. Although space costs are not calculated here, there are real costs associated with additional space requirements.
The cost and labor involved in installing the cable is another important consideration. Each motor controller is fed by a 50-ft cable run, with the cable sized appropriately for the load. Each cable is terminated with crimp-type lugs and stress cones. There are incremental costs for additional cable (length), each wire connector, and termination and feeder.
Scenario #1
In the first scenario, the only common buses that exist are in the medium-voltage switchgear and the starter MCC. The medium-voltage switchgear has one main and four individual feeder breakers that supply the stand-alone VFDs and the starter MCC. This scenario requires that four feeder cables be installed from the feeder breakers. This is the typical configuration in many applications today. Equipment and space requirements are:
- Distribution gear
- 18-in. incoming section
- 5-breaker switchgear
- Cabling (4)
- Floor space required is 102.65 sq ft.
Scenario #2
Scenario 2 provides a more concise layout. Instead of individual VFDs cabled separately, there are now two lineups (one of FVNR starters and one of drives), each with 18-in. incoming sections. The medium-voltage switchgear has one main and two feeder breakers that supply the motor starter and drive lineups, allowing for only one set of cables to be run from the switchgear to each lineup. Equipment and space requirements (not including the motor starters and VFDs) for this feeder system are:
- Distribution gear
- 2-in. x 18-in. incoming section
- 3-breaker switchgear
- Cabling (2)
- Floor space cost required is 82.15 sq ft.
Scenario #3
By configuring the main breaker, motor starters, and drives to use a common bus, you are able to remove the medium-voltage switchgear and have a single point of feed—making for the cleanest layout of these three scenarios. There is a main breaker that distributes the power to all eight motor controllers through an integrated bus. The equipment and space requirements (not including the motor starters and VFDs) for this feeder system are:
- Distribution gear
- 2,000 A main breaker
- Cabling
- Floor space needed is 42 sq ft.
Conclusion
As VFDs are used to improve energy savings, integrating them into the motor control center lineup helps to make your system more reliable, compact, and cost-effective—in both the long and the short term. More specifically, this configuration saves space, makes installation faster, and involves less equipment and cable connections, making for a more efficient and effective installation overall.
Skindzier is the product manager for the AMPGARD SC 9000 Medium Voltage Adjustable Frequency Drive product line at Eaton Corporation. Twaddell is the industry segment manager for pumps and compressors at Eaton Corporation.