Vertical turbine pumps (VTPs) are ubiquitous and used in many different applications constantly, which makes them more vulnerable to damage because of constant wear.

Vertical turbine pump insights
- Vertical turbine pumps (VTPs) are often used as sump pumps for lifting water or other pumpage and their constant use leads to a constant need for repairs.
- It is often cheaper to repair VTPs than replace them and there many tricks that can help alleviate the challenges.
Vertical turbine pumps (VTPs) are ubiquitous and are often used as sump pumps for lifting water or other pumpage out of reservoir. When fitted into an enclosing “can,” they become an inline pump with a suction nozzle, benefitting from a long vertical shaft that can accommodate multiple impellers. Given their simple design, VTPs are not technically demanding to repair, but a few tips and tricks can always make the task a little easier.
VTP applications and features
VTPs cover many applications including service water intake for power plants or manufacturing facilities, flood control, irrigation, sewage lift stations, building sumps and general manufacturing. They also may employ various application-specific features.
-
The simplest configuration is an open line shaft exposed to the pumpage in the column. The line shaft also can be enclosed in a tube to provide better lubrication (either oil or clean water) for line shaft bearings.
-
The pump and associated driver mount on an elbow that turns the discharge flow from vertical (up the column) to horizontal. The horizontal discharge from the elbow can be above or below grade.
-
Many VTPs use a packing gland while some have mechanical seals.
-
VTPs often have mixed-flow impellers; single axial-flow impellers are not uncommon.
-
As mentioned above, VTPs may have an open sump suction, or they may be enclosed in a can, providing a suction nozzle.
Most VTP applications can also be handled by submersible pumps, which are somewhat more reliable and much easier to install and remove. But VTPs cost less than submersibles, offer more flexibility in hydraulic design with multi-stage configurations, and use a standard vertical motor that is not submerged, accommodating medium-voltage implementations.
Types of VTP damage
VTPs are rugged machines that tolerate harsh environments. Because the bowl assembly is hidden “down-hole,” they often run to failure and arrive for repair in very bad condition. Seized bearings, broken shafts, and severe corrosion damage are not unusual. However, VTPs are not mechanically sophisticated so even severely damaged units can often be repaired.
Typical VTP repair issues include damaged line shafts, pump shafts and associated bearings due to lubrication by pumpage containing abrasive, wear-accelerating contaminates. Suction bells, column sections and shaft-enclosing tubes are also subject to corrosion damage from pumpage, which may even penetrate the rabbet joints between bowl sections. Impeller damage may result from corrosion, erosion, cavitation, and encounters with large debris sucked into the pump.
As with all industrial pumps, VTPs may be pumping hazardous, toxic, or flammable liquids. Service technicians should wear appropriate personal protective equipment (PPE) until they disassemble and decontaminate all pump components
Disassembly and repair tips & tricks
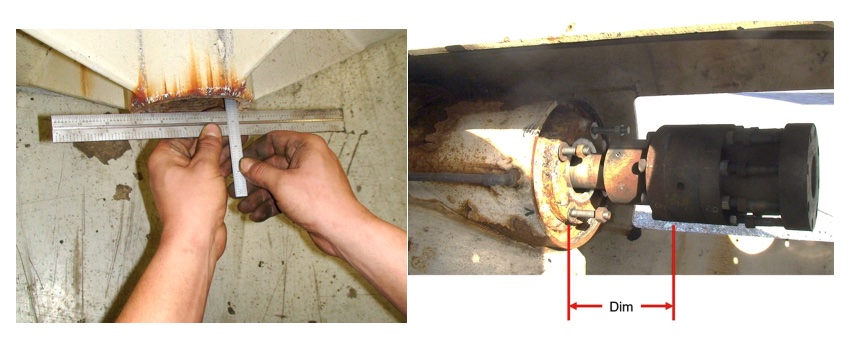
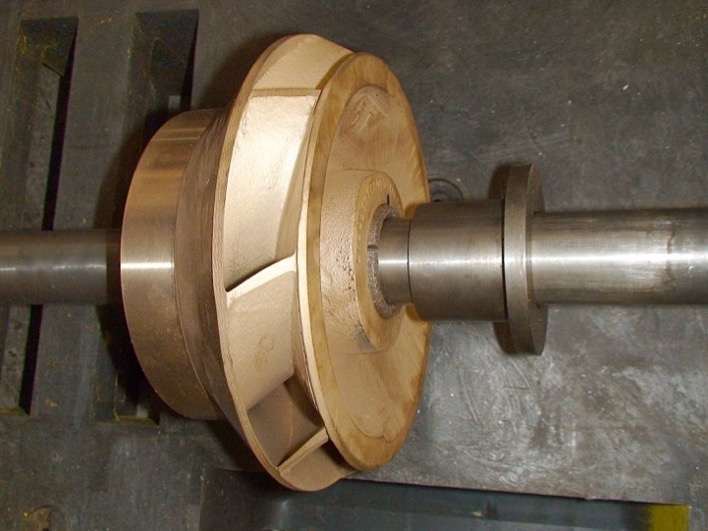
Shaft position. Measure the shaft position bottom and top before disassembling the pump (Figure 1) and then replicate those dimensions during reassembly. If the pump is laying horizontal, be sure to push the shaft to the full bottom position with the impeller bottom setting on the bowl. Many impellers mount with tapered collets that must be in the correct location on the shaft. Otherwise, the shaft extension dimension will not fit the coupling and driver.
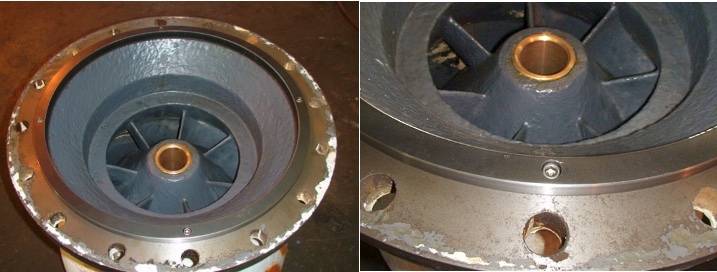
Top-down or bottom-up? Some VTPs secure impellers to the shaft with annular keys that fit into annular keyways in the shaft. The keys will be bolted to the top of the impellers, so disassembly must be from the top-down to access the annular key bolts (Figure 2).

But most VTPs secure impellers to the shaft by driving tapered collets into them from the top with a collet driver. To disassemble these pumps, drive the collets up out of the impeller from the bottom with the same collet driver. Therefore, disassembly will be from the bottom-up. While it is possible to disassemble these pumps from the top-down by driving the impeller down off the collets, many service centers find this more difficult.
Tip: When assembling impellers with tapered collets, drive the collets on very tight. Some service centers warm impellers to expand them for mounting, ensuring an extra tight fit once they cool off and contract.
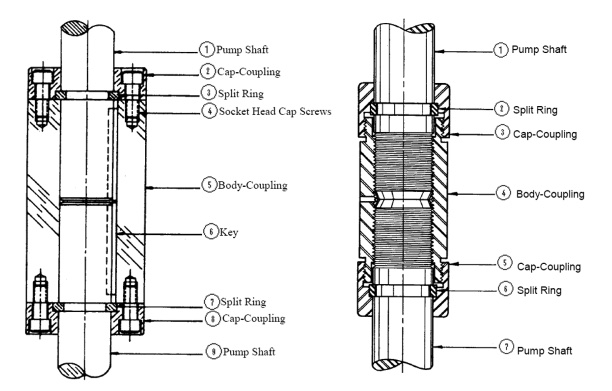
Threaded couplings. Line shafts are often connected with simple threaded couplings, shafts butted against each other, and these can be difficult to unthread. A trick for loosening these couplings is to hold a large sledge or anvil against one side while striking the other with a hammer (Figure 4). Check the impeller to determine if the threads are right-handed or left-handed. Applying heat may also help loosen a frozen coupling but cutting it off with a torch may be more economical. Most replacement threaded couplings are commodity items from vendors.

Caution: A few coupling designs are more sophisticated than simple threaded couplings (Figure 5). These are expensive, so don’t cut them with a torch.
Frozen/corroded bolts. There can be a lot of bolts securing column sections and bowl sections together. Sometimes these bolts come out with reasonable force; sometimes they don’t. When these bolts are corroded or frozen in place, many service centers find it easiest to cut the heads off with a torch. The heat from cutting will loosen the remaining stud for removal with a stud tool.
Threaded shaft-enclosing tube and column sections. When these sections are threaded together, they can be hard to loosen if corroded or frozen. These sections of pipe are not difficult to replace, so cutting them with a torch may be an easier “disassembly” method (Figure 6). Vendors have common pipe sizes that require cutting threads on each end.

Line shafts and pump shafts. Line shafts and pump shafts are often smooth and only threaded on each end, so replacement is often more economical than repair. When replacing shafts, specify pump shaft quality (PSQ) of the correct alloy for the application. PSQ shafting is normalized to remove all stresses, and ground and polished to precision dimensions.
Static components. Many static VTP components with corrosion damage can be repaired by welding, coating or a combination of the two. For example, metal repair epoxy compounds can be troweled in place to cover and repair corrosion damage. Corroded or damaged rabbet fits between bowl sections and column sections must be machined true to ensure proper bearing alignment. When the radii are corroded or damaged, it may be necessary to machine off the male fit and install a ring to repair the damage (Figure 7). The perpendicularity can be corrected by facing off rabbets.
Caution: If impellers mount with annular keys, the keyways on the new shaft must be adjusted to fit refaced bowl sections.
Tip: Replacement couplings, bearings, column sections and various other VTP components may be available from vendors specializing in VTP parts. Search “Vertical turbine pump parts” for possible listings.
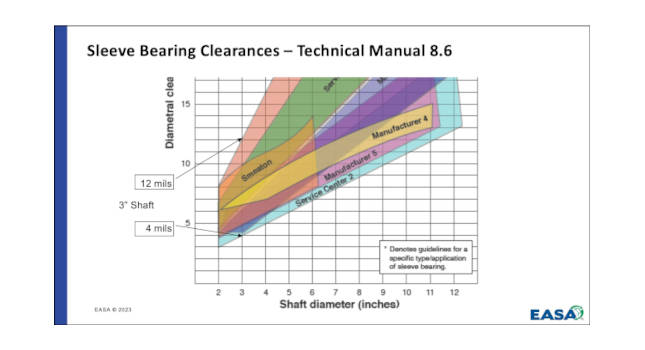
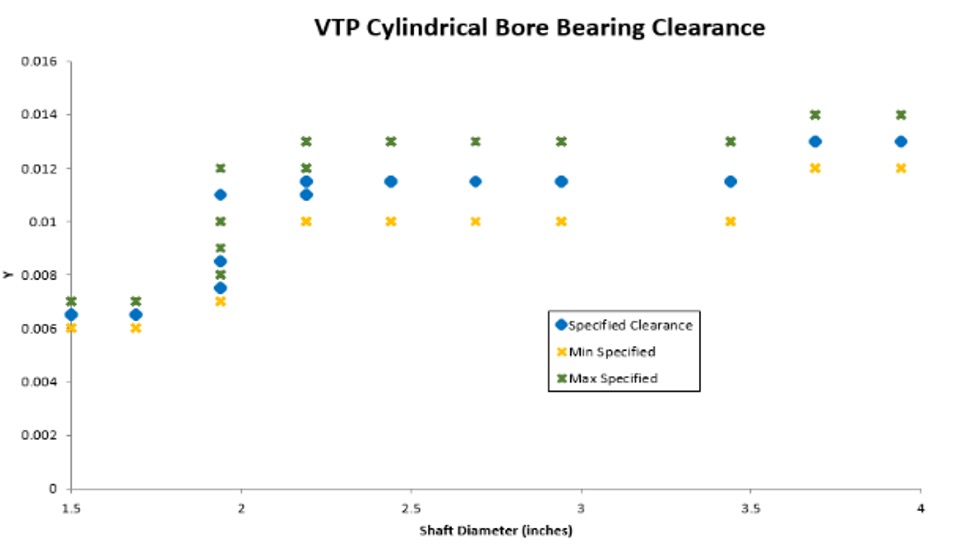
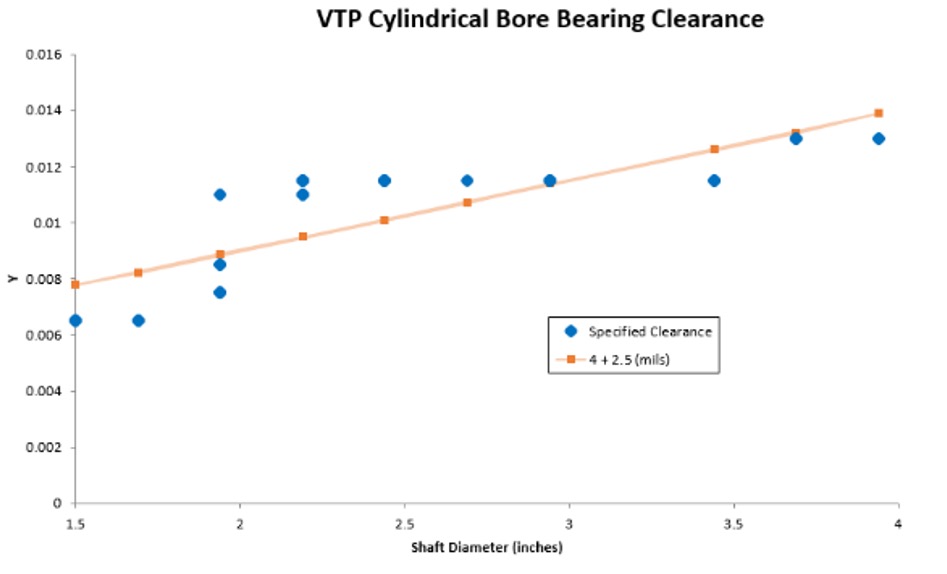
Shaft-to-bearing clearance: A common question about replacing line shaft and bowl bearings is, “What is the proper clearance between the shaft and bearing bore?” For horizontal machines, there are various “rules of thumb” for calculating bearing clearance, typically using a set amount plus an adder for each inch of shaft diameter (e.g., 0.003” + 0.002”/in of shaft diameter).
However, vertical bearings have no steady radial load against which to develop a hydraulic lifting force. In fact, review of some VTP manufacturers’ data indicates a wide range of values that don’t track directly by shaft size. The best available guidance is statistical analysis of data providing clearance “guestimates” based on linear regression analysis models (Figures 8 and 9).
Factors that affect whether a particular pump should have closer or looser bearing clearances include how straight the line shaft is, how true on center the bearings are bored (considering variation from column joint runouts), the rotating speed, and the type of pumpage. Higher speeds, truer bearing bores and straighter shafts argue for closer clearances, and conversely for looser clearances. When considering these factors, the statistical analysis results can still be helpful.
VTPs are often more economical to repair than replace. These tips and tricks provide only a glimpse at the typical repair process. Quality repair requires service centers have the necessary machine tools, technical resources, and training to address the severe damage often found on failed VTPs.
The Electrical Apparatus Service Association (EASA) is a CFE Media and Technology content partner.