Mechanical and Electrical
The Downtime
Motors, Drives
Uncategorized
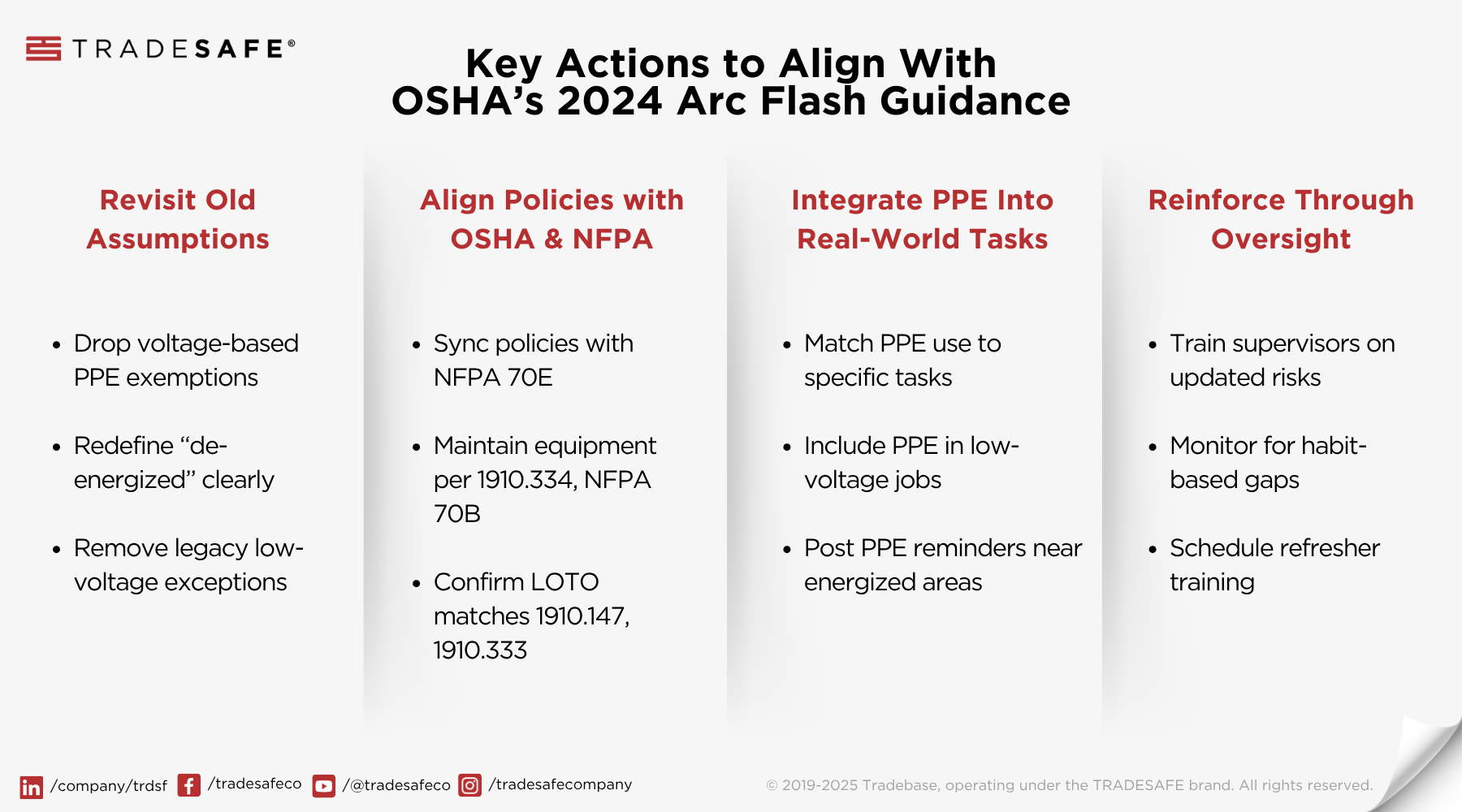
Arc Flash and Electrical Safety
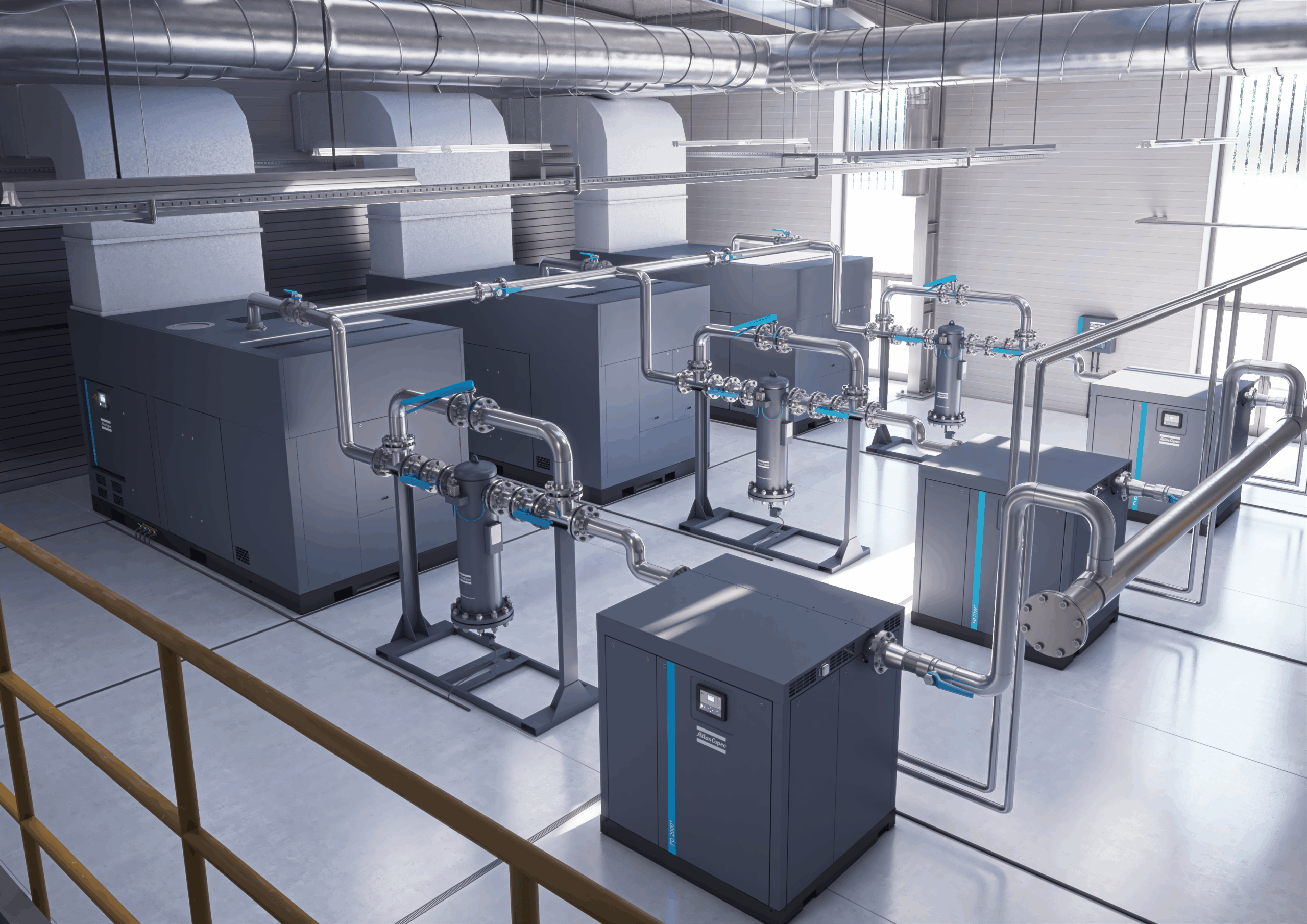
Compressed Air
Safety and PPE