In an October 30, 2023, webcast “Motors and drives: How to optimize industrial energy use,” Michael Lyda from Advanced Energy specifies and analyzes how to optimize energy use for motors and drives and other factors to consider.

Motor and drive insights
- Motors and drives can run for a very long time and keep a plant efficient, but it needs the right equipment and knowledge behind it.
- Understanding the codes and standards behind motors and drives can help engineers enormously in maintaining their equipment.
Over their operating lives, most ac induction motors exhibit common problems, from transients to voltage imbalances and single phasing.
Therefore, being familiar with general troubleshooting techniques is important. To start, it’s vital to understand the operating parameters and forces acting against a motor; to perform tests and make observations based on those parameters; and to remove system components to isolate a problem.
Proper size and power source connection must be verified. Regular measurement procedures, starting with nominal voltage, current and frequency can be the starting point for long-running optimal motor and drive operation.
In an October 30, 2023, webcast, Michael Lyda from Advanced Energy analyzed how to optimize energy use for motors and drives and other factors to consider.
The transcript of this presentation has been provided with minor edits and adaptions for clarity.
Michael Lyda: How might you get some numbers? If you want to put numbers on the potential savings I’ve mentioned a couple of times about the paying back, paying back your capital investment. First, measure your baseline energy consumption without a VFD and then measure your electrical demand of the motor without a VFD at each of the load levels as best as you can. If it’s a constant-speed application, you’re only going to have one load pretty much unless it’s a variable. It only applies if it’s a variable-load application. Then calculate the electrical demand of the motor with the drive using the load information and then subtract the variable frequency drive KW demand from the baseline demand at each load level. And then once you have that, multiply the demand by time at each of those load levels and add them all up over the entire load cycle to find the energy savings.
What we’re going to do now is walk through an example. Well, actually, I guess we have a few more steps. Once you have those potential savings, then you can determine the payback period. So once you’ve summed the load cycle to find the savings, if you want to calculate the payback, you need to figure out how much it’s going to cost to add the drive. Get some quotes, whoever you use, the electrical contractor, service provider or motor repair shop distributor or maybe you like to do those installs in-house.
Get the VFD cost, estimate the electric rate. If you have your actual price per kilowatt-hour, you can use that or you can estimate. And just as an example around here in North Carolina we see five to six cents per kilowatt-hour for industrials. If it’s residential or small commercial it’s going to be 11, 12, 13 cents per kWh. Once you have those numbers, multiply your energy savings by your electric rate, then divide your VFD drive initial cost by the energy cost savings to get simple payback.
Always, when I’m doing an energy assessment or something like that, looking at something like this, I ask the client, “What’s the target payback going to be?” Most of the time two to three years is the target payback for these types of upgrades. The longer the payback threshold, the more applications you can start to adjust your operating hours and size of motor that you can look at adding the drive on.
That’s an overview of how to do it. Now we’re going to actually do the example of what we just described. In this case we have a water supply system pump which utilizes 75 HP energy efficient motor. It has a fixed-diameter impeller and runs 24/7 with the load cycle that’s shown on the slide, on the graph. You can see it’s spending a lot of time there between 40% loaded and 70% loaded and less time at 30% load or below and then even a little bit of time at 80% load. A few things we’ve assumed for the calculation, the pump power is assumed proportional to the cube of the pump load and then the VFD drive efficiency, the efficiency of the VFD itself is assumed constant at 97%.
Both of these, based on the experience, both of those things are reasonable assumptions. Once we followed the calculation like we mentioned a few slides ago and then we add all of those up at each of the different loads, we see that using the VFD and the motor together will use approximately 94,000 kilowatt-hours annually. And now if we looked at the demand calculation, so this is without adding a VFD drive, this is pre adding the drive, what was the total demand of the motor and pump without the drive? We see 326,000 kilowatt-hours annually.
So just by adding the VFD, we’ve shaved about 230,000 kilowatt-hours from the total energy usage and using the assumption of electricity rate of six minutes per kilowatt-hour, that leads to a cost savings of approximately $14,000 per year. We didn’t up put paybacks on here because we didn’t list the quote for the VFD drive, but I think definitely getting a commodity drive, the payback should be around a year or a year and a half, definitely less than two years.
And if you have questions on the example, I know it’s very hard on the slides to lay out the calculations in the equations, if you have questions on doing these calculations, just shoot me an email. We have a little calculator tool, I’d be happy to supply anyone that you can use for stuff inside your facility.
Finally, I want to application issues with the VFD. Of course, I don’t want to recommend someone to go out and just be adding drives all over the facility without understanding the issues that could be faced and then dealing with learning how to deal with those issues.
Some well-known application issues listed here. Reflective wave, negative effects on the bearings, motor bearings, fluting, grease blackening, even potential increased motor failures.
How are the bearings impacted by the drive? Motor bearings typically present the path of least resistance for high voltages coming from the VFD. Those get induced across the motor shaft. Once that voltage breaches the level to overcome the grease layer in the bearings, then the shaft current discharges and then that’s called fluting. And we actually have a picture of that here on the right, bearing fluting. And then you can see another picture on the left side, grease blackening. When we do the in-person trainings, we have handheld versions we can pass around and let folks take a look at.
Another issue that was on the previous slide, the reflected wave. Because of that PWM signal coming from the drive that it’s sending out to the motor pulse with modulated signal, the motor terminals are actually seeing a peak voltage three to four times the rated voltage of the motor. We’ve done testing on 460 volt machines, we’ve seen 1,300 peak voltage coming from a drive. Typically, the higher quality VFDs, maybe you pay a little bit more upfront, find ways to mitigate that, but definitely not all of them.
And that issue becomes especially bad when you have long leads between the VFD and the motor. But that’s very common. Most facilities are going to have a lot of space between a drive and a motor because you may have a control room on one end of the plant where you have all of the VFDs and PLCs and stuff like that and then you have motors that are out at each individual process in the facility. It’s very difficult sometimes to not have the long leads. You have to find ways to mitigate dealing with the long leads because long leads are bad for the motor windings.
One way to definitely mitigate the long leads is to use shorter cables. One way to mitigate the bearing issues is by using different bearings, so insulated bearings. And then you also have shaft grounding systems or grounding brushes. A few of those are pictured here on the screen. These are some items that you can get from your motor distributor or a motor repair vendor. And also insulated bearings, that’s something you would need to request through the distributor when you’re purchasing a motor or if you’re getting an old motor repaired, then you need to request them to use insulated bearings.
We mentioned shorter cables, but it’s not always possible. If you have issues with reflective wave and you’re not able to use shorter cables, something else that can be done as line reactors or dc chokes. DC choke is basically a small transformer or small inductive electronic load which goes onto the dc bus of the VFD drive. That’s going to help with harmonics. Then if you have a line reactor that can go either at the VFD terminals, VFD output to the motor terminals or right at the motor, that’s going to help limit. If you’re having really bad issues with peak voltage, that should limit that. A lot of times in drives, some of these devices come with the drive, so it may come with a line reactor or dc choke within its complete drive module assembly.
There are also some filters, inductive filters that are available, adding inductance to the system since the VFD drive itself is a very capacitive system. And then adding filters and reactors can likely bring that harmonic distortion levels down to more reasonable, but definitely weigh the pros and cons. And then anything that you’re going to add to the drive of course is going to cost more money up front.
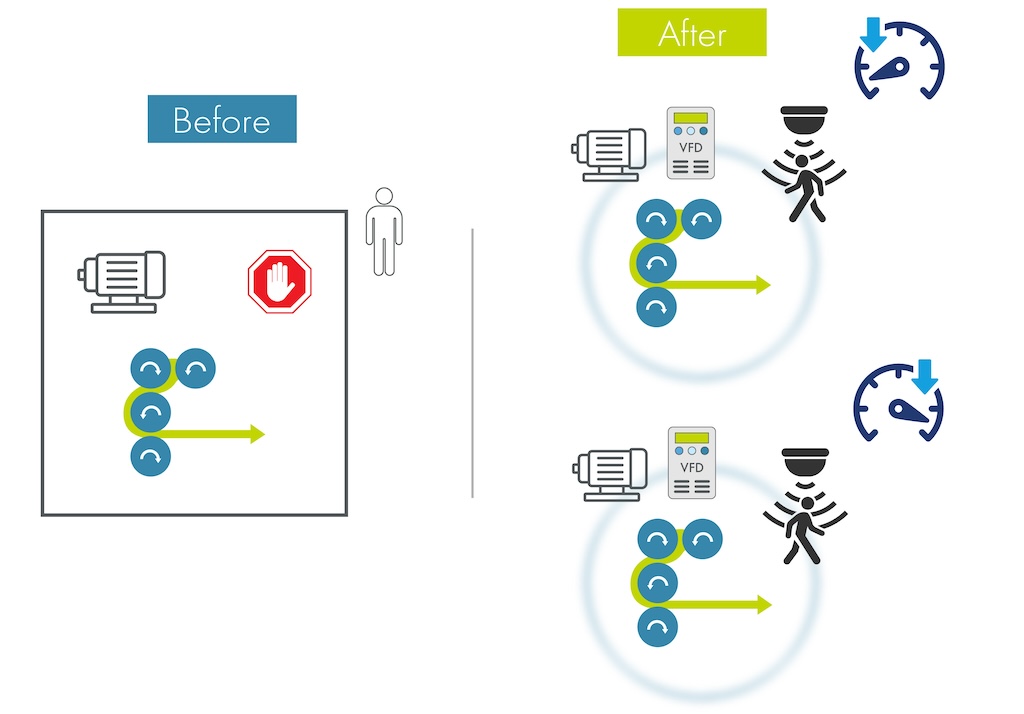
In summary, VFDs are very beneficial in speed control, process control, eliminating high-end rush currents to the motor, potentially keeping the power factor high at all loads and also the energy savings piece. But some disadvantages include that initial capital investment, added harmonics to the system, peak voltages, rise time, nuisance tripping due to the incorrect programming. All these things could potentially reduce the motor life if not addressed. Just want to reiterate: VFDs aren’t right for every application. So screen those applications before you decide you want to make a move to add a VFD.
And at this time that covers all of the content. We started with the motor regulations update, then went into VFDs drives, basics, identified applications, reviewed the calculations for energy savings, and then, lastly, discuss the application issues and how to mitigate those.