Taking seriously the potential performance, fluid life and machine longevity-related issues caused by air is an essential step in a modern plant maintenance plan.

Lubricant insights
- Air trapped in lubricants can lead to foam, oxidation and mechanical wear, causing inefficiencies and potential equipment failures in manufacturing plants.
- Selecting the right lubricant formulation with antifoam additives, proper viscosity and oxidation-resistant properties — along with proactive maintenance strategies — helps minimize air-related issues and extend the life of both fluids and machinery.
While air is typically seen as a beneficial resource, air in the wrong places can present significant problems in a manufacturing plant. From the efficient functioning of equipment to the performance and life of fluids to the longevity of plant equipment, the presence of air can have negative consequences.
There are three key issues that air can cause in lubrication systems and machinery.
Air entrainment and foaming within lubricants
There are important and distinct differences between air entrainment and foam. Air entrainment is the physical phenomenon of air pockets being trapped in a fluid, while foam is the accumulation and stabilization of that entrained air to the top layer. Entrained air stays in the mass of the fluid. Due to its relatively small size, entrained air has difficulty escaping, whereas foam is present above the fluid at the fluid/air interface.
Any fluid will intrinsically contain some degree of dissolved air, but certain lubrication applications and transfer methods can increase the contact between fluid and air. This, in turn, increases dissolved air. Splash lubrication methods, pumping oil from one container to another, recirculation systems and other open fluid movement mechanisms are interactions which can propagate air.
In contrast, some lubrication and transfer methods entrain almost no additional air, such as drip lubrication, single-pass systems and some high-temperature applications where air easily escapes due to low fluid viscosity.
The viscosity of fluids plays a significant role. Air can escape lower viscosity fluids like those in hydraulic systems more easily. Thicker fluids found in gear boxes make it more difficult for air to escape. Higher viscosity products may require additional considerations to fight foam and air.
Release of entrained air is critical in applications like hydraulics. Hydraulics rely on an immediate fluid response with a given input for predictable and smooth operation. Air compresses; fluids do not. If too much air is entrained, the response time for a given input is dramatically reduced, leading to inconsistent operation.
Reducing or eliminating foam is also critical for several reasons. Foam and the air it contains will interrupt fluid film formation and inconsistent fluid film will lead to several operating issues, including increased metal-on-metal contact and corrosion. Foaming is typically a symptom of rogue air ingested into the system through line leaks, low fluid levels or breather or filler cap deficiencies.
Foam can also be generated when incompatible fluids are mixed resulting in a chemical reaction. This is often one of the earliest tip-offs that incompatible fluids have been inadvertently mixed in service.
Checking to see if air is trapped in fluid
Many machines have some sort of sight glass window where one can evaluate if air is trapped in the fluid. They should be regularly monitored.
If persistent foam is an issue, you may even see it begin to rise out over the piece of equipment. This is unsightly and could cause a slipping safety hazard or even the possibility of contaminating products in production.
Foam resistance and strong air release characteristics become more critical as oil reservoirs in modern machinery become smaller to save space. For example, smaller hydraulic reservoirs allow less dwell time and head space for the fluid to release entrained air or dissipate foam before it is reintroduced into the circulation system.
First, find and repair leaks. Any part of a closed system that is not closed has a potential to entrain air into the machinery. Leaks are not always easy to detect so using dye — either visual or fluorescent — can help locate the sources of leaks.

If the component is not a closed system, ensure fluid levels are proper and filling methods and operating environments are not contributing to air introduction. The proper, recommended amount of oil in the unit will help ensure that excess air is not being mixed into the oil via churning or turbulence.
Synthetic base stocks, especially polyalkylene glycols (PAG) and esters, are inherently less prone to aeration issues, making them a good option to enhance air release if that is a major troubling concern. Unfortunately, air release is a physical phenomenon that additives are unable to improve with great success, so switching to a synthetic fluid is an option to improve air release if a mineral oil-based lubricant is experiencing issues.
Choose lubricant formulations that contain appropriate antifoam components. Antifoam agents work by destabilizing air bubbles so they pop, and by enabling smaller bubbles to join to form big bubbles, making it easier for them to escape the fluid. This allows bubbles to burst before they conglomerate and form a persistent colony. Popular defoaming chemistries are silicones or polymethacrylates. These additives need to be present at the proper amount as undertreating or overtreating can aggravate entrainment and foaming issues.
Foaming will also be caused by particulate matter in fluids that attract air. Ensure that filters are fresh or being cleaned and maintained regularly.
A good example where particulate contamination can cause foaming is metalworking fluid reservoirs. Foaming here can be so troublesome that tank-side antifoam mitigation may be used to facilitate foam dissipation and to refresh antifoam agents.
How air affects fluid oxidation
All commonly used lubricating and circulation fluids will oxidize in the presence of air due to oxygen. If air is not efficiently escaping the fluid, this will lead to early fluid condemnation due to excessive oxidation.
When entrained air oxidizes oil, acidic byproducts are created. If excessive air is being entrained and not removed effectively these acidic byproducts will not only shorten fluid life but can also corrode machinery, leading to the eventual failure of the equipment.
When no air is present, even mineral based fluids can function in applications for extended intervals. A good example is heat transfer fluids in closed systems with no air exposure. These fluids can last for extended periods in high-temperature operations simply because they are not subject to any exposure to air.
How to identify fluid oxidation
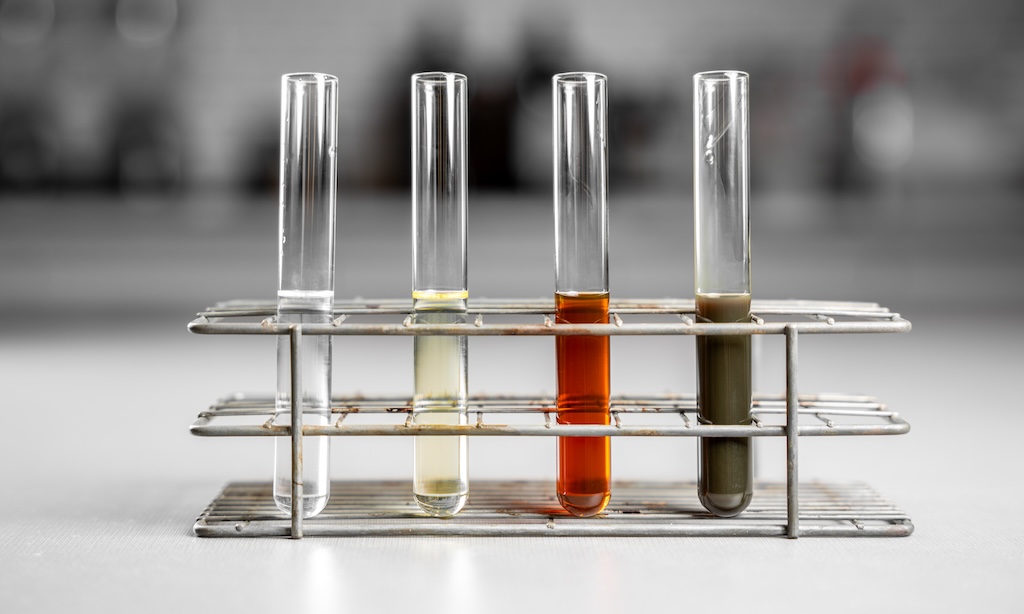
The first and easiest identifier of excessive fluid oxidation are our eyes and noses. Oxidized fluids will darken and often exhibit a burnt or “off” smell compared to new fluid. Used oil testing to determine acid numbers and oxidation levels through titration and Fourier transform infrared analysis will quantifiably determine the level of degradation to the fluid. When approaching condemnation limits, there will be additional issues such as increasing viscosity and a tendency to form deposits and varnish on components.

Temperature has a catalytic effect on fluid oxidation. There are general principles that vary by fluid type. For temperatures above 160°F, every additional 20°F can halve the service life of the fluid. Keeping lubricants and processes as cool as possible in service will increase both component life and the life of the lubricants protecting them.
If reducing temperatures and exposure to air are not feasible, monitor for signs of oxidation via routine laboratory testing and expect to change fluids based upon predetermined condemnation limits of trigger points like oxidation levels, acid numbers or viscosity increases.
If fluid oxidation is deemed to be excessive examine your choice of chemistry. Make sure the lubricants contain sufficient levels of antioxidant additives. These additives scavenge and neutralize the products of oxidation. In more extreme instances, synthetic lubricants will help alleviate issues regarding fluid oxidation because those based on polyalphaolefin, PAG, synthetic esters, alkylated napthalenes and others are significantly more resistant to oxidation providing cleaner and longer service life in the presence of air and oxidation prone environments. There are some more inert fluids such as perfluoropolyethers or silicones that may withstand oxidation stress even better but are generally poor lubricants.
Selecting lubricants to reduce rust and corrosion
In addition to having machines operate properly and the fluids last longer, the components of machinery should last longer. Protecting assets from air-related damage and degradation is part of a solid overall maintenance strategy.
Rust and corrosion are obvious examples of air-related damage. Modern lubricants typically are formulated with enough rust and corrosion inhibiting chemistry to adequately protect parts. Not all lubricants use the same types of chemistry for corrosion protection, however.
Selecting products designed for the application is critical. Engine oils, gear oils, hydraulic oils, chain oils, metalworking fluids and greases use significantly different additive chemistries to achieve rust and corrosion protection.
Parts exposed to air are certainly the most susceptible to rust and corrosion issues particularly, in areas where salt or chemical concentrations are high. A coating of proper lubricant will offer protection as long as the lubricant film adheres to the metal surfaces.
However, environmental factors or extended shutdowns can expose parts to air often with alarmingly adverse consequences. Components stored for extended periods require some type of long-term rust protection to be applied and adhered to their surface.
Cavitation and pitting wear are also serious problems. When small, entrained air bubbles collapse, a hot jet stream is created where air rapidly passes through the center. If this occurs in areas close to component surfaces, the localized shock waves and microjet streams will generate noise and cause micro pitting, which is surface damage on the interior of a machine.
Pitting can affect gear teeth, centrifugal pumps, hydraulic components and other parts that eventually leads to degradation of the asset. Individual pits can often be observed in softer materials after even a single bubble collapse.
Over time, the pitting caused by the collapse of these micro bubbles produces severe wear on components. This will manifest visually as a dull looking surface like fatigue failure. Light bounces off the metal randomly without reflecting directly back anymore; it is scattered. High volume flow rates will increase the intensity of pitting damage. If not remediated, this cavitation fatigue damage can become significant enough to crack metal deep through the surface until the part or surface no longer functions.
Identifying cavitation
The first and easiest identifier of cavitation are hearing and touch. The collapsing air bubble cavities generate noise from shockwaves and the severity of the cavitation can often be readily gauged by the level of noise. The noise is also likely to be accompanied by vibrations. This is a great area for vibration analysis to determine norms and abnormal vibration levels. If there has been a detectable loss of circulating pump efficiency, cavitation is also likely to be happening.
The easiest way to prevent cavitation is the elimination of air and micro bubbles from circulating systems. In most cases, this is not completely possible. Harder surfaces may resist cavitation pitting damage more effectively than softer ones, but eventually will suffer damage. Decreasing vibration by stiffening components has been shown to help along with taking steps to make sure internal surfaces are smooth. Eliminate areas where air may be trapped or the fluid may see excessive churning. Reducing fluid velocity, where that is feasible, will help lessen cavitation forces and alleviate damage.
Minimizing the presence of air in lubrication systems and machinery is essential for maintaining equipment efficiency, fluid longevity and overall plant reliability. By selecting the right lubricants, addressing leaks and implementing best practices for air management, manufacturers can mitigate the risks of air entrainment, oxidation and cavitation-related damage. A proactive approach to monitoring and maintenance will ensure optimal performance, reduce costly downtime and extend the life of both fluids and equipment.