Learn three control types for compressors — load-on-load control, inlet modulation with unloading and variable speed drive control — and understand the energy savings achieved by improving part-load capacity control

Insights on control types for compressors
- Tom Taranto discusses the comparison of three control types for compressors: load-on-load control, inlet modulation with unloading and variable speed drive control. He emphasizes the significant energy savings achieved by eliminating waste, avoiding unnecessary air compression and using efficient part-load capacity control, leading to a synergistic 50% overall savings in a compressed air system.
- Eric Bessey adds insights on compressor operation efficiency, suggesting the coordination of compressors based on size, efficiency and reliability, and highlights the importance of storage in minimizing startup delays.
- Additionally, Tom Taranto introduces the concept of a pressure flow controller to optimize air storage, stabilize pressure and eliminate artificial demand, resulting in increased production and reduced energy consumption.
This summary highlights the importance of various controls in optimizing compressed air systems. The discussion includes insights on coordinating compressors based on size, efficiency and reliability, and introduces the concept of a pressure flow controller for optimizing air storage and stabilizing pressure, resulting in increased production and reduced energy consumption. Watch the educational webcast “Energy efficiency: Focus on compressed air systems” and then read this transcript for additional details. This has been edited for length and clarity.
Compressed air controller experts:
- Tom Taranto, Principal Engineer and Owner, Data Power Services LLC, Baldwinsville, New York
- Eric Bessey, President, TTed Solutions, Beaverton, Oregon
Tom Taranto: Now, we’re comparing here three different control types in Figure 4. The red dotted line is the load-on-load control. The top line is inlet modulation with unloading when it gets to 40% of full capacity. The bottom line is the best available part-load capacity control of a variable speed drive compressor. What we want to talk about here is: What is the difference between turning a compressor off or improving compressor efficiency?
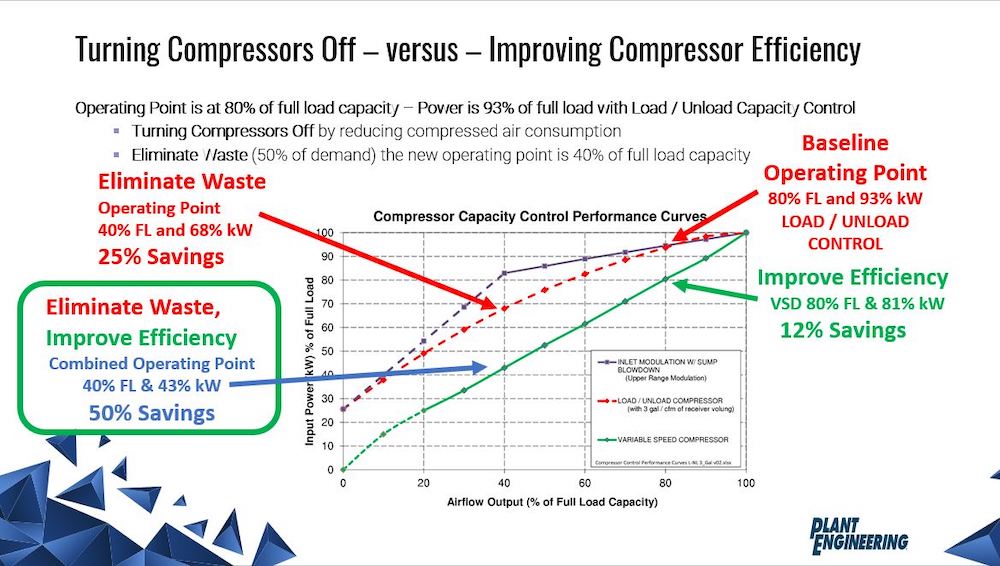
Well, if we look at an operating point of 80% of full-load capacity, we see that with both modulation and load-on-load control, we’re still pulling about 92% of full-load power. Whereas if we go to variable speed drive control at 80% capacity, we’re probably pulling 81% or 81.5% of full-load power. That’s a 12% savings by simply improving the type of part-load capacity control that we’re using.
Let’s consider what happens if we fix leaks, eliminate artificial demand and we eliminate waste of air in the system. What does that do for us? Well, if we eliminate 20% of waste in the system, now remember, we talked about the pie chart and we think about half the year is wasted. If we simply go from 80% capacity on this compressor down to 40% capacity, look at what happens?
With the load-on-load control, we’re down below 70% of full-load power and that is 25% savings. How do we get such a great savings? Well, when you compress air, 85% of the energy that the compressor uses goes to overcome the heat of compression. The single biggest energy gain you can make in a compressed air system is avoiding the compression of a cubic foot of air.
When we eliminate that waste, now we’re at 25% savings versus 12% savings by improving the efficiency. I’m going to eliminate waste, avoid the compression of all the air I possibly can and I’m going to use a good, efficient part-load capacity control and I’m going to get 50% savings.
This is where you get to something that we talk about the synergistic effects of measures that you implement in a compressed air system. It is the sum of the two parts here is 37%, but because of the synergy between reducing the amount of air we’re compressing and improving the capacity control, we’ve netted a 50% savings by combining the synergy of both of those measures together. That’s what we’re looking to do.
Eric Bessey: We probably don’t want compressors to run all the time. There are low loads, weekends, holidays where we only need a little bit of air. The traditional method was to set the compressors up into what’s called a cascade range.
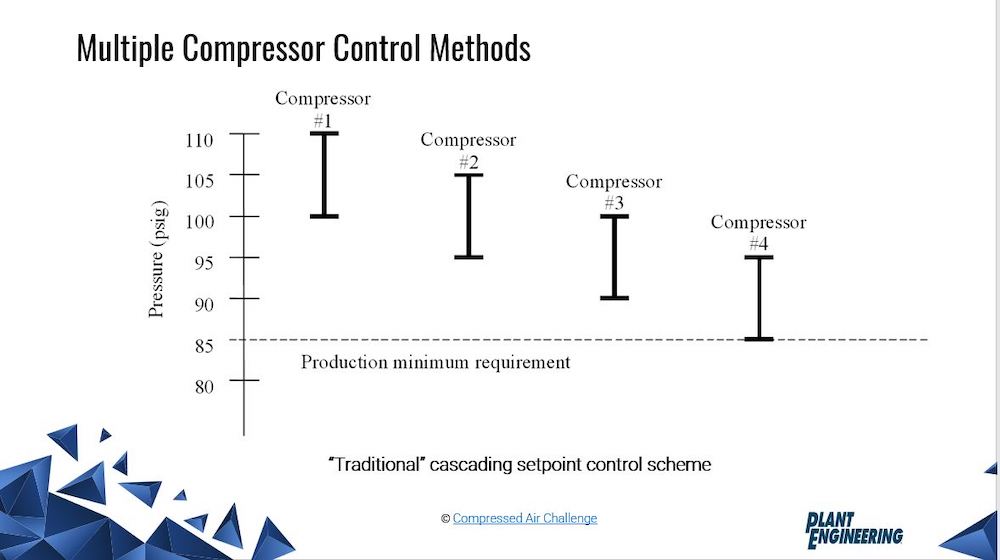
You can see that on the far left of Figure 5, if I need very little air, I can get by with one compressor, but the pressure is going to be higher. Then as I take air out of the system, the pressure drops. We’ll pick up No. 2 at about 95 psi, we’ll pick up compressor three at 90 and then finally, No. 4 at 85 psi. Now we have what’s called the minimum production requirement of 85, so I certainly can’t drop below that.
But you can see that this presents a couple of different problems about energy and waste and that is problems with traditional control. That is we can end up turning on more compressors that we need. Those compressors that are running, are going to operate in part load according to that performance curve. You might have two or three compressors that are operating very inefficiently.
Maybe they’re operating at part load, they’re throttling maybe or other various wasteful forms. One thing that should be considered, is multiple compressor control systems. We get into the concept of let’s have a maestro orchestrate all our compresses together. Let’s perhaps consider operating fully loaded, a lot of compressors and maybe we only provide a trim or part-load machine with one or two compressors.
Compressors are most efficient operating at full load, if they must operate at all. Of course, if you can shut them off, that’s good too.
Tom Taranto: You might not think of storage affecting being able to turn compressors off. But you got to remember that when we turn a compressor off, it’s because the air demand has gone down to a point where that compressor’s capacity is no longer needed. Rather than have the machine run unloaded or share the load with other compressors, we have devised a good, solid control strategy that says, “Hey, we could turn the compressor off.”
You have to think about turning it back on. When that air demand jumps up, when you go from third shift to first shift and everybody starts running, you get that rapid increase in the air demand. It takes time for an air compressor to start up and to go through its permissions and open the valve and pressurize the internals of the compressor. Then it might be 10 seconds or 15 seconds later, before the first cubic foot of air passes the discharge check valve into the system.
What do you do during that time? Well, the system must utilize storage. The amount of storage, the equation for it is show below, is dependent upon two things. What’s the volume of the receiver tank? How much is the storage pressure above the target pressure that I need to have for my system? Those two factors will determine for a given air demand, so many cubic feet per minute of air, how fast the air pressure decays.
You’ll notice if you have a small tank, this tank is half the size of the other one, it means the pressure’s going to go down twice as fast. This is where you need to design your storage to support the permissive startup time of the compressor.
Eric Bessey: Storage allows for that preparation time. It’s like a big bank of money and it can feed the system until you get the compressor running. How do we do this? How do we coordinate all these operations with system storage, various control types? We know that we have some compressors that are inefficient, some are very well-suited for part load. What we can do is begin to prioritize which compressors we want to operate in terms of their size, their ability, their efficiencies.
Reliability is a big consideration. Some compressors might run only once a month because you know they’re going to break.
Many plants have programmable logic controller (PLCs) of various brands, or it can be a dedicated computer board. In a case that would be considered a little more of a black box, so to speak, but not to give them a bad name. What we’d like to do really is baseload. Baseloads of centrifugal compressors when you must, they throttle fairly efficiency in their upper range.
But once they get down to that blow-off mode, it’s just a waste. If I have multiple centrifugal compressors and one of them is blowing off and the other ones are not, there are some strategies to minimize the blow off. One of them is called load sharing.
Control inputs can be matched to production schedules, operating machinery. We simply configured the controller to turn the compressor on in advance. These were large centrifugal compressors with lots of storage, but we got them up and running and we were ready to go.
Assume you have four compressors of varying types, of variable speed, fixed speed, another fixed speed and a rotary. With master control systems, you can implement and integrate all kinds of sensors, dewpoint sensors, pressure flow. Then in the modern age of industrial internet of things, we can grab that stuff and we can save it to the cloud. Then from the cloud, it can be available for other locations or at a corporate level.
Tom Taranto: The pressure flow controller is a device that serves to separate the supply side and the demand side. Now, we talked about artificial demand and it’s the increased compressed air consumption caused by operating the system at higher pressure than necessary. But by the same token, if you remember when we talked about the air receiver, we said there’s two factors.
Bigger receiver holds more air and a receiver at higher pressure holds more air. If we want to optimize the use of the receiver, we’d like to have the receiver at a sufficiently high pressure to create the amount of storage that we need. At the same time, if we don’t do anything to separate the demand side, we start shoving that higher pressure out to the demand side and everything out there starts consuming more air.
What does the pressure flow controller do? Well, the pressure flow controller allows you to build high pressure in storage, to get the maximum amount of air in the size of the receiver tank you have. While it controls that pressure down to the optimum target for the demand side, the lowest optimum pressure that production demands require. At the same time, it stabilizes that pressure.
It takes all the swings here of the compressors starting and stopping and the pressure goes up and it unloads and goes down. All those pressure variations that are occurring on the supply side don’t propagate to the demand side when you install a pressure flow controller. Many production requirements do better with stable, consistent pressure and at the same time we eliminate artificial demand.
There are two cost benefits of a pressure flow controller.
-
One is you might have an increase in production because you don’t have as much interruption due to unstable pressure.
-
At the same time, by eliminating artificial demand, you’re compressing less air while still supporting the same amount of production and you get the two economic benefits.
Pressure flow controllers may be a relatively new term and a new device for some, as artificial demand might be a new term. But you apply these things together, it can have a very good impact on plant productivity, reliability, the air system and at the same time reducing energy now.



