Webcast presentation highlights convergence of analytics with IIoT.

In early December 2022, Plant Engineering presented a well-attended webcast on a top topic bearing on plant optimization and reliability, “From connected assets to predictive analytics: a systematic approach.”
It’s widely recognized that reducing unplanned downtime or minimizing scrap by even a few percentage points yields millions of dollars in savings for manufacturers. The question is, does your organization have the necessary organizational and technical maturity to embark on Industry 4.0 and predictive analytics projects?
You’ll be better able to answer that question once you’ve viewed this presentation delivered by Mo Abuali, who amongst other endeavors, is an adjunct professor at the University of Cincinnati. His focus is on real-world applications of the industrial internet of things (IIoT) and Industry 4.0 to implement predictive analytics for core manufacturing processes.
Abuali also discussed the “digital tools of the trade” that support Industry 4.0 with a systematic approach, with a focus on connectivity and data management, as well as the return on investment that can be wrung from maintenance and Quality 4.0 projects.
To view the webcast in its entirety, go to www.plantengineering.com and click on the online training tab.
Following his presentation, Abuali took questions from the audience. As you’ll see below, the questions, and his answers, were good ones.
Question: Once the challenge of identifying and prioritizing the most compelling possibilities of predictive analytics has been addressed, the next step is justifying the economic business case. How do you calculate the business case?
Abuali: Calculating the business case for predictive analytics is a crucial step and it starts with conducting a detailed digital assessment that takes into consideration the manufacturing strategy of the company, connectivity, production/quality/maintenance pillars, IT infrastructure needs for networking, cabling, and required sensors and hardware. Key metrics relating to uptime, spare parts, labor efficiency, mean-time-before-failure and mean-time-to-repair are key metrics part of a cost-benefit calculation for the business case.
Question: How can I maximize my existing technologies, such as a manufacturing execution (MES) or enterprise resources planning (ERP) to better complement my predictive analytics program?
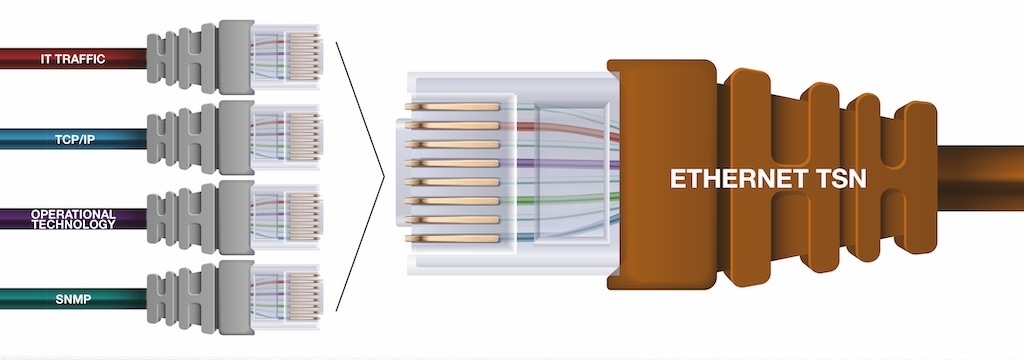
Abuali: Interoperability is a key element of a predictive analytics technology implementation, to maximize integrations with existing technologies within your company. That includes interoperability with a variety of asset types, processes, and CNC/PLC controllers on the shop floor (OT layer) for the purpose of data collection, as well as interoperability of the top floor (IT applications layer) for integrations that may be required with MES and ERP systems as well as other legacy solutions. Interoperability requires software technologies that have an open architecture with drivers, application programming interfaces (APIs) such as REST-API that enable standardized data communication from IT/OT systems from the shop floor to the top floor.
Question: What are some of the benefits to IoT-based integrations with maintenance and production systems? How do I measure success?
Abuali: The vision is to leverage predictive analytics toward zero-downtime, zero-defects, zero-waste manufacturing. Conduct a digital assessment and formulate your short term (pilot) and long term (scale) strategy and implement the right software and hardware technologies to support your business case. Measure success factors around people, process and technology, leading to the ultimate cost-benefit and ROI factory. A successful technology implementation that is used by your people to improve your maintenance process, will ultimately lead to improvements in KPIs like uptime, labor efficiency, spare parts, and maintenance scheduling.
Question: What are some of the key challenges in integrating predictive analytics with maintenance or production scheduling systems?
Abuali: Key integration challenges typically revolve around difficulty integrating with legacy/monument IT systems that do not allow for interoperability and do not support API interfaces due to their age and vintages. Another integration challenge lies in the fact that many maintenance or scheduling systems may not be well maintained or implemented, e.g., older versions; missing or lacking master data; and solutions not used well by the plant teams.
Question: Are there other IoT-based integrations of predictive analytics in manufacturing, not mentioned in the presentation?
Abuali: There are a variety of predictive analytics use cases, ranging from predictive maintenance (zero-downtime) to predictive quality (zero-defects), as well as IoT-based integrations with maintenance systems and with scheduling or advanced planning systems (APS) tools. Predictive analytics tools would primarily integrate with IT systems like MES, CMMS, or ERP solutions, depending on the use case (maintenance, quality, scheduling, and so on). On the OT (shop floor) connectivity layer, predictive tools can integrate with historians and SCADA systems. As well, direct integration, with some sensor technologies leveraging IO-Link, MQTT, and other open standard protocols, is possible.
Question: You’ve talked about integration of maintenance and scheduling systems, which are typically I assume daily or weekly schedules. Is there any point where maintenance requirements are integrated into the ERP system and its longer-range planning functions?
Abuali: Maintenance requirements such as preventive maintenance PM schedules and labor and spare part needs, may be integrated into a stand-along CMMS or EAM asset management tool (such as IBM Maximo), OR that CMMS/EAM tool may be part of the ERP system of the organization (such as SAP PM module). It is important to assess the current architecture of the CMMS or ERP system in place at the company, then strategizing how a predictive analytics solution can be best integrated. Some integration use cases include predictive solutions that can auto-generate maintenance (predictive) work orders in the CMMS system, as well as predictive replenishment of spare parts and labor/PM work order schedule optimization. These use cases would allow for longer-range planning of machine, labor and spare parts in a predictive fashion.
Question: Automation software, machine & equipment and even component providers like bearing suppliers are introducing predictive maintenance solutions. Who is best positioned to capture the market and how do you see it evolving?
Abuali: I believe that the key to success in the fast-evolving predictive maintenance solutions market, is integrated ecosystem partnerships between automation, software, and supplier organizations. Such ecosystem partnerships would leverage connectivity, interoperability, analytics, and cloud infrastructures to support end-users in scaling these solutions across multiple plants and asset/process types, makes and vintages. For these partnerships to be successful, equipment/machine suppliers as well as sensor/hardware suppliers must adhere to open standards of data communication and interoperability such as leveraging OPC-UA, MTConnect, IO-LINK, and MQTT communication.
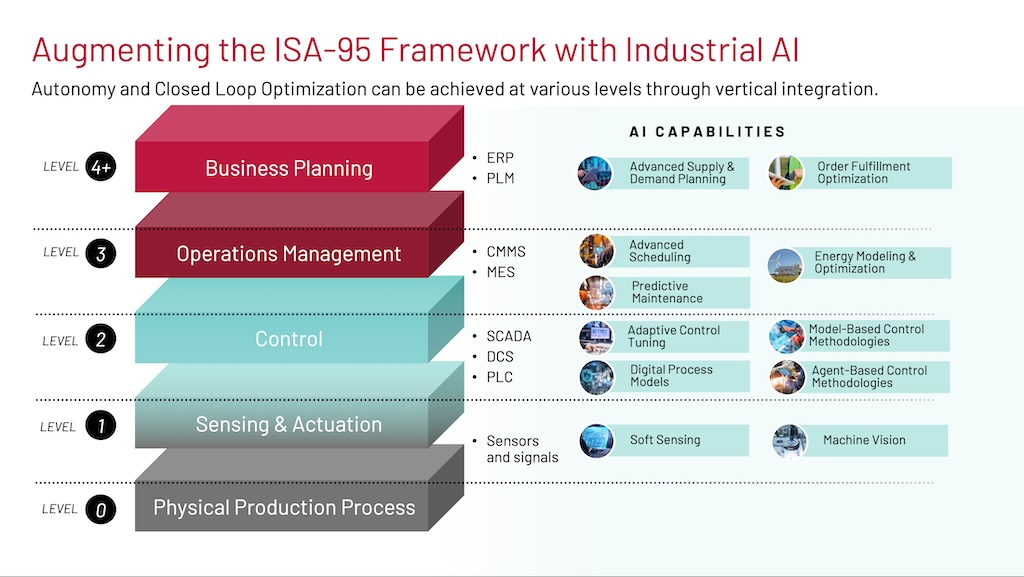
Question: What are some of the different layers of data collection, as specified by the ISA-95 automation triangle?
Abuali: ANSI/ISA-95, or ISA-95 as it is more commonly referred, is an international standard from the International Society of Automation for developing an automated interface between enterprise and control systems. The standard has five levels from the shop floor (sensors, controls, devices) to the top floor ERP applications). Industry 4.0 initiative is all about shop-to-top convergence of data flow from these layers to support A.I. and predictive analytics. Prior to embarking on your predictive analytics journey, it’s important to assess the digital maturity of the organization across these layers and determine the best data collection strategy to support your business case of uptime/quality and other improvements.
Question: Can I get any API to read/write data to/from sensor?
Abuali: Different sensor technologies communicate in different ways, and the data may be captured directly from the sensor or via OPC historians or SCADA systems. For example, some sensors support IO-LINK or MQTT or REST-API based communication. IO-Link is a manufacturer-independent point-to-point communication system used to connect sensors and actuators to an automation system. It is an open standard that is globally supported by many sensor and controls companies.
Question: How important are standards such as the ISO 10816 versus historical data to determine maintenance activities?
Abuali: Standards such as ISO and others help establish general conditions and procedures for the measurement and evaluation of data, such as vibration, that may be required for predictive analytics implementations. Historical maintenance data such as downtime cost/impact as well as failure frequencies can help in the selection of which assets/components to pilot initially for a predictive analytics implementation.
Artificial intelligence (AI) analytics tools may also rely on historical data available (e.g., in databases and historians) to train and validate the models; this is called supervised machine learning. In many cases historical data may not be able, and therefore A. analytic models can initially be implemented as ‘unsupervised’ and can be trained with several days/weeks of baseline data captured from the assets.