Have the right information to make the right choices.
The need for lubrication in mechanical systems is understood-and sometimes it can be taken for granted. The following information covers some of the basic issues in lubrication, such as making the choice between oil and grease for lubrication and the impact which oil-distribution methods, viscosity and heat can have on the process. The following materials are contained in Timken’s Lubrication Catalog and are used with permission.
The wide range of bearing types and operating conditions precludes any simple, all-inclusive statement or guideline allowing the selection of the proper lubricant. At the design level, the first consideration is whether oil or grease is best for the particular operation. When heat must be carried away from the bearing, oil must be used. It is almost always preferred for high-speed applications.
Oil lubrication
Oils used for bearing lubrication should be high-quality mineral oils or synthetic oils with similar properties. Selection of the proper type of oils depends on bearing speed, load, operating temperature and lubrication method. Some features and advantages of oil lubrication, in addition to the above, are:
- Oil is a better lubricant for high speeds or high temperatures. It can be cooled to help reduce bearing temperature.
- It is easier to handle and control the amount of lubricant reaching the bearing. It is harder to retain lubricant inside the bearing.
- Lubricant losses may be higher than with grease.
- Oil can be introduced to the bearing in many ways, such as drip-feed, wick-feed, pressurized circulating systems, oil bath or air-oil mist. Each is suited for certain types of applications.
- Oil is easier to keep clean for recirculating systems.
Oil and bearings
Oil may be introduced to the bearing housing in many ways. The most common systems are:
Oil bath
The housing is designed to provide a sump through which the rolling elements of the bearing will pass. Generally, the oil level should be no higher than the center point of the lowest rolling element. If speed is high, lower oil levels should be used to reduce churning. Gauges or controlled elevation drains are used to achieve and maintain the proper oil level.
Circulating System
A typical circulating-oil system consists of an oil reservoir, pump, piping and filter. A heat exchange may be required. This system has the advantages of:
- An adequate supply of oil for both cooling and lubrication.
- Metered control of the quantity of oil delivered to each bearing.
- Removal of contaminants and moisture from the bearing by flushing action. · Suitability for multiple bearing installations.
- Large reservoir, which reduces deterioration. Increased lubricant life provides economical efficiency.
- Incorporation of oil-filtering devices.
- Positive control to deliver the lubricant where needed.
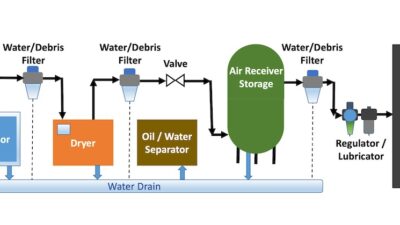
Oil-mist lubrication. Oil-mist lubrication systems are used in high-speed, continuous-operation applications. This system permits close control of the amount of lubricant reaching the bearings. The oil may be metered, atomized by compressed air and mixed with air, or it may be picked up from a reservoir using a Venturi effect. In either case, the air is filtered and supplied under sufficient pressure to ensure adequate lubrication of the bearings. Control of this type of lubrication system is accomplished by monitoring the operating temperatures of the bearings being lubricated. The continuous passage of the pressurized air and oil through the labyrinth seals used in the system prevents the entrance of contaminants from the atmosphere to the system.
The successful operation of this type of system is based upon the following factors:
- Proper location of the lubricant entry ports in relation to the bearings being lubricated
- Avoidance of excessive pressure drops across voids within the system
- Proper air pressure and oil quantity ratio to suit the particular application
- Adequate exhaust of the air-oil mist after lubrication has been accomplished.
To ensure “wetting” of the bearings, and to prevent possible damage to the rolling elements and rings, it is imperative that the oil-mist system be turned on for several minutes before the equipment is started. The importance of wetting the bearing before starting cannot be overstated, and it also has particular significance for equipment that has been idled for extended periods of time.
Lubricating oils are commercially available in many forms for automotive, industrial, aircraft and other uses. Oils are classified as either petroleum types (refined from crude oil) or synthetic types (produced by chemical synthesis).
- Petroleum oils are made from a petroleum hydrocarbon derived from crude oil, with additives to improve certain properties. Petroleum oils are used for nearly all oil-lubricated applications of bearings.
- Synthetic oils cover a broad range of categories and include polyalphaolefins, silicones, polyglycols and various esters.
Viscosity
The selection of oil viscosity for any bearing application requires consideration of several factors: load, speed, bearing setting, type of oil and environmental factors. Since oil viscosity varies inversely with temperature, a viscosity value must always be stated with the temperature at which it was determined. High-viscosity oil is used for low-speed or high-ambient-temperature applications. Low-viscosity oil is used for high-speed or low-ambient-temperature applications.
There are several classifications of oils based on viscosity grades. The most familiar are the Society of Automotive Engineers (SAE) classifications for automotive engine and gear oils. The American Society for Testing and Materials (ASTM) and the International Organization for Standardization (ISO) have adopted standard viscosity grades for industrial fluids. Viscosity-classification comparisons In general, synthetic oils are less prone to oxidation and can operate at extreme hot or cold temperatures. Physical properties, such as pressure-viscosity coefficients, tend to vary between oil types. Use caution when making oil selections. The polyalphaolefins (PAO) have a hydrocarbon chemistry that parallels petroleum oil both in chemical structures and pressure-viscosity coefficients. Therefore, PAO oil is mostly used in the oil-lubricated applications of bearings when severe temperature environments (hot and cold) are encountered or when extended lubricant life is required.
The silicone, ester and polyglycol oils have an oxygen-based chemistry that is structurally quite different from petroleum oils and PAO oils. This difference has a profound effect on its physical properties, where pressure-viscosity coefficients can be lower as compared with mineral and PAO oils. This means that these types of synthetic oils may actually generate a smaller elastohydrodynamic film thickness than a mineral or PAO oil of equal viscosity at operating temperature. Reductions in bearing fatigue life and increases in bearing wear could result from this reduction of lubricant film thickness.
Bearing lubrication oils
Industrial extreme-pressure (EP) gear oils should be composed of a highly refined petroleum oil-based stock plus appropriate inhibitors and additives. They should not contain materials that are corrosive or abrasive to bearings. The inhibitors should provide long-term protection from oxidation and protect the bearing from corrosion in the presence of moisture. The oils should resist foaming in service and have good water-separation properties. An EP additive protects against scoring under boundary-lubrication conditions. High-temperature and/or slow-speed applications generally require the higher-viscosity grades. Low temperatures and/or high speeds require the use of lower-viscosity grades.
Grease lubrication
Grease lubrication is generally applicable to low- to moderate-speed applications that have operating temperatures within the limits of the grease. There is no universal anti-friction bearing grease. Each grease has limiting properties and characteristics.
Greases consist of a base oil, a thickening agent and additives. Conventionally, bearing greases have consisted of petroleum base oils thickened to the desired consistency by some form of metallic soap. More recently, synthetic base oils have been used with organic and inorganic thickeners.
Using polyurea as a thickener for lubricating fluids is one of the most significant lubrication developments in more than 30 years. Polyurea grease performance is outstanding in a wide range of bearing applications and, in a relatively short time, it has gained acceptance as a factory-packed lubricant for ball bearings.
Low temperatures
Starting torque in a grease-lubricated bearing at low temperatures can be critical. Some greases may function adequately as long as the bearing is operating, but resistance to initial movement may be excessive. In certain smaller machines, starting may be impossible when very cold. Under such operating circumstances, greases containing low-temperature oils generally are required if the operating temperature range is wide.
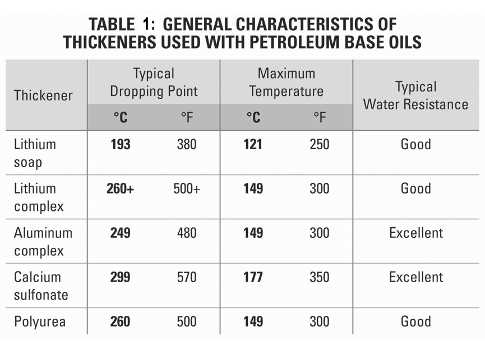
Calcium- and aluminum-based greases have excellent water resistance and are used in industrial applications where water ingress is an issue. Lithium-based greases are multipurpose and are used in industrial applications and wheel bearings.
Synthetic base oils, such as esters, organic esters and silicones, used with conventional thickeners and additives typically have higher maximum operating temperatures than petroleum-based greases. Synthetic greases can be designed to operate in temperatures from -73 C (-100 F) to 288 C (550 F).
An important point concerning lubricating greases is that the starting torque is not necessarily a function of the consistency or the channel properties of the grease. Starting torque is more a function of the individual rheological properties of particular grease and is best evaluated by application experience.
High temperatures
The high temperature limit for lubricating greases is generally a function of the thermal and oxidation stability of the fluid and the effectiveness of the oxidation inhibitors. Grease temperature ranges are defined by both the dropping point of the grease thickener and the composition of the base oil.
A rule of thumb, developed from years of testing grease-lubricated bearings, indicates that grease life is halved for every 10 C (50 F) increase in temperature. For example, if a particular grease provides 2,000 hours of life at 90 C (194 F), by raising the temperature to 100 C (212 F), reduction in life to approximately 1,000 hours would result. On the other hand, 4,000 hours could be expected by lowering the temperature to 80 C (176 F).
Thermal stability, oxidation resistance and temperature limitations must be considered when selecting greases for high-temperature applications. In non-relubricatable applications, highly refined mineral oils or chemically stable synthetic fluids are required as the oil component of greases for operation at temperatures above 121 C (250 F).
The dangers of water
Water and moisture can be particularly conducive to bearing damage. Lubricating greases may provide a measure of protection from this contamination. Certain greases, such as calcium and aluminum-complex, are highly water-resistant. Sodium-soap greases are water-soluble and should not be used in applications involving water.
Either dissolved or suspended water in lubricating oils can exert a detrimental influence on bearing fatigue life. Water can cause bearing etching, which also can reduce bearing fatigue life.The exact mechanism by which water lowers fatigue life is not fully understood. It has been suggested that water enters microcracks in the bearing rings, which are caused by repeated stress cycles. This leads to corrosion and hydrogen embrittlement in the microcracks, reducing the time required for these cracks to propagate to an unacceptable-sized spall.
Water-based fluids, such as water glycol and invert emulsions, also have shown a reduction in bearing fatigue life. Although water from these sources is not the same as contamination, the results support the previous discussion concerning water-contaminated lubricants.