ANSI/ASHRAE Standard 199 is designed to create a uniform test for dust collectors. A look at what the standard measures and three selection criteria are highlighted.
Industrial dust collectors are an important capital investment for most plants, particularly in grain handling, metal fabrication, food processing and pharmaceutical manufacturing where particulates pose contamination or safety hazards. Yet, equipment costs vary widely, and the claims of manufacturers have been difficult to evaluate.
For this reason, ANSI/ASHRAE Standard 199-2016 should come as welcome news. It is the first laboratory performance test for pulse-cleaned dust collectors. After 10 years of development by a committee of the American Society of Heating, Refrigerating and Air-Conditioning Engineers (ASHRAE), Standard 199 was co-published last June by ASHRAE and the American National Standards Institute (ANSI). Competing manufacturers, equipment users and leading test labs came together to fill a void in the industry and establish criteria we could all test against.
As a member of the ASHRAE committee and co-author of the Standard 199 test method, I’ll outline why the new standard improves on the MERV rating system, what data the test generates and how plant engineers can use the results to make better purchasing decisions.
Why the standard was overdue
For years, purchasers have resorted to minimum efficiency reporting values (MERV) in selecting dust collector solutions. The MERV rating scale, however, was established for general HVAC ventilation by ASHRAE standard 52.2. MERV ratings have had limitations in the dust collection realm. A MERV rating grades a filter under static conditions with a minute amount of dust—0.005 grains of particle per cubic feet of air. Dust collectors, by contrast, face variable dust loading that is 100 to 4,000 times higher.
MERV rates only the filter, not the entire pulse-cleaning system. In a well-designed collector, optimal airflow prevents most dust from even reaching the filters. When it does, "efficient" media are not always better. Some dust caking provides additional filtration and is easier to clean.
MERV reports a simple percentage of dust capture but does not quantify the portion that escapes. A 99% efficiency claim has limited value when precise emissions monitoring is required.
Highly restrictive filters earn a high rating under MERV. However, a more-dense filter generally requires greater energy to maintain proper primary airflow, as well as a massive amount of cleaning energy, and may deliver shorter filter life.
What the standard measures
Standard 199 fills these gaps in the evaluation of dust collectors. As manufacturers implement the test specification, it will enable purchasers to make apples-to-apples comparisons on the factors that matter most to plant managers.
1. The test process
Dust collectors subjected to Standard 199 testing undergo more than 48 hours of operation that simulates real-world demands. There are three stages to the process:
Conditioning: Dust-laden air is run through the collector without pulsing until the filter media reaches a high pressure differential. On-demand pulse cleaning then runs for four hours, activated by the manufacturers’ recommended set point. Next, 24 hours of continuous pulse cleaning takes place to fully mature the filters.
Performance Test: Now ready for testing, the collector is switched to on-demand pulse cleaning while dust-laden air runs through the collector for 20 hours—or until the filters can’t recover to a specified pressure differential low-set point. Since the last four hours of this stage best mimic real operating demands, reporting data is compiled during this time frame.
Recovery Test: Finally, the system is put through an up-set scenario. Dust-laden air runs through a deactivated system until the pressure differential reaches 10 inches of water gauge. Airflow is then reduced to 25%, and continuous cleaning is engaged for 10 cleaning cycles. Airflow is restored to 100%, and differential pressure is measured. The resulting pressure drop indicates how well the system is able to restore itself.
These are baseline parameters of a Standard 199 test. Manufacturers may request variations in specified airflow, differential pressure set points, pulse cleaning intervals, durations, system pressures and volumes and up-set condition limits. The parameters and test results will be transparent in the summary report.
2. The test data
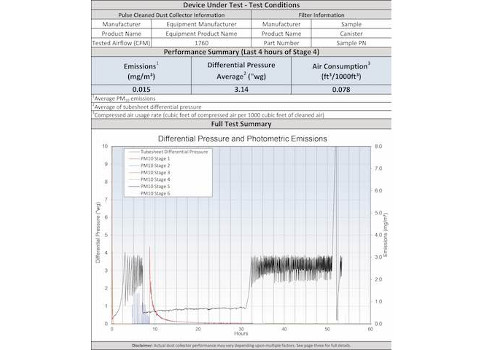
Standard 199 not only creates a uniform test for dust collectors; it requires a uniform report template as well. Summary data (see Figure 1) will include:
- Emissions in mg/m3;
- Differential pressure average in inches of water gauge; and
- Air consumption in ft3/1,000ft3.
By design, reports from Standard 199 testing will require some informed analysis. Our committee decided not to reduce test results to a single rating as MERV did. A one-dimensional score can be misleading, especially with regard to emissions. By providing three absolute values, Standard 199 reports will enable plant managers to do accurate emissions reporting, meaningful cost-benefit analysis and easier side-by-side comparisons.
Using the standard’s principles
As with any voluntary standard, market adoption of Standard 199 will not occur overnight. Purchasers will drive adoption by requesting test data from manufacturers. Suppliers may elect not to establish certification on legacy models, since customers often use them with a multitude of after-market components. Since Standard 199 evaluates an entire system, it is more readily incorporated into new product development.
Meanwhile, how can plant engineers take advantage of Standard 199 right away? The answer lies in its three underlying test criteria. Understanding how Standard 199 is structured provides a frame of reference for what to consider when investing in a dust collection system.
Three selection criteria
ANSI/ASHRAE 199 suggests a purchaser should always consider three criteria in selecting a dust collector. Together, they drive total cost of operation:
1. Emissions
Filtration efficiency and percentage results are just a means to an end. The end is what is exhausted from the dust collector into the environment when all is done. Look for absolute emissions performance—how much material passes through the collector during normal operation—not just a theoretical percentage of filtration efficiency in a static test. Every supplier should be able to discuss emissions expectations with their dust collection customers.
2. Differential pressure (filter life)
The energy required to move a given volume flow rate of air through a system with seasoned filters is a significant driver of operational costs. In general, the lower the average differential pressure, the less energy the system consumes. Also, lower stabilized differential pressure values generally indicate filters that will last longer. Take airflow per filter into account and compare it to manufacturer recommendations for specific collectors.
3. Energy costs
Energy consumption includes fan power to drive air through the filters as well as energy to compress the air for pulse-cleaning. Differences between systems can be striking. Collector A may run at a higher pressure drop but use less air to clean. Collector B may have a lower pressure drop but require more compressed air to maintain that level. If a system maintains a stable filter pressure drop of two inches of water gauge and uses 20% less energy than a competitor’s system at that same pressure, it will be a real benefit to operating costs.
Total cost of operation
MERV ratings have been helpful in the absence of other comparison metrics, and they have driven improvements in the dust collection industry. But plant engineers should no longer buy equipment based solely on efficiency performance. Other priorities are important in real-world operations. A highly efficient filter media, MERV 15 or higher, may not be as important as total energy consumed to run a system for a year. The "right" trade-off will vary from one facility to another.
By balancing three interrelated priorities—emissions, differential pressure and energy use—dust collection operators can make smarter purchase decisions. The intent of our project committee was to develop a more meaningful conversation tool for purchasers and suppliers—something that can occur even before test reports are generated.
Andrew Untz, MBA, is a senior project engineer for Donaldson Company and a contributor to ANSI/ASHRAE Standard 199. He also serves on ISO Technical Committee 142, WG5, leading the development of an international test standard for industrial dust collectors.



