Compressor stations often employ automated valves activated using pressurized natural gas, requiring improved actuator designs to eliminate emissions.

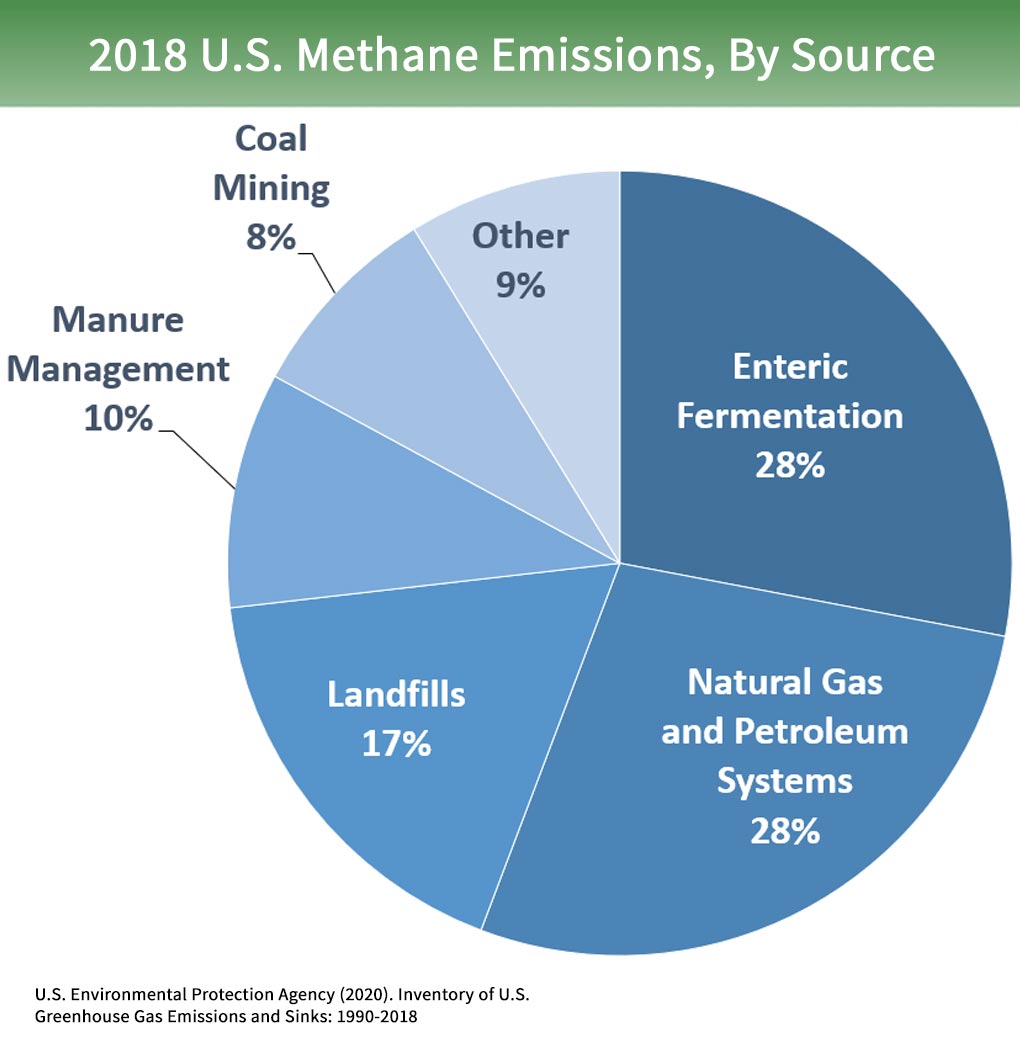
Natural gas emissions are a growing focus for government and industry. Methane, the major component of natural gas, is a potent greenhouse gas. Though carbon dioxide emissions in the United States were nine times higher than methane, methane inflicts eighty-four times more environmental damage in a typical ten-year period. In an effort to curb greenhouse gas emissions, governmental agencies around the world have passed regulations. Many of these rules target petroleum product production and transportation as these operations are a significant source of methane releases (see Figure 1).
There are three main types of natural gas emissions: fugitive emissions, combustion emissions and vented emissions. Fugitive emissions usually result from unintended leaks from equipment seals, packings and gaskets. Combustion emissions stem from burners, flares, heaters and other gas-fired equipment. Vent emissions from the release of methane from natural gas actuated equipment, and reduction of this source is the focus of this article.
Actuating options
There are a number of ways to operate on-off and control valves including electric actuators, pneumatic actuators powered by air or natural gas and hydraulic actuators. Each has advantages and disadvantages that vary with the application. In the case of remote natural gas pipeline valves, the options are more limited due to the remote location of the sites, the size of the valves involved and the need for some valves to fail to a safe state.
These requirements often preclude electric actuation, and the lack of a local air supply usually eliminates pneumatic valves as an option, leaving either direct gas pneumatic actuators, gas powered motor valves or hydraulics. Hydraulic actuators may be gas-over-oil, electrohydraulic or a new technology called emissions controlled actuating technology (ECAT). The relative methane emissions for these actuating technologies are shown in the chart below (see Figure 2).
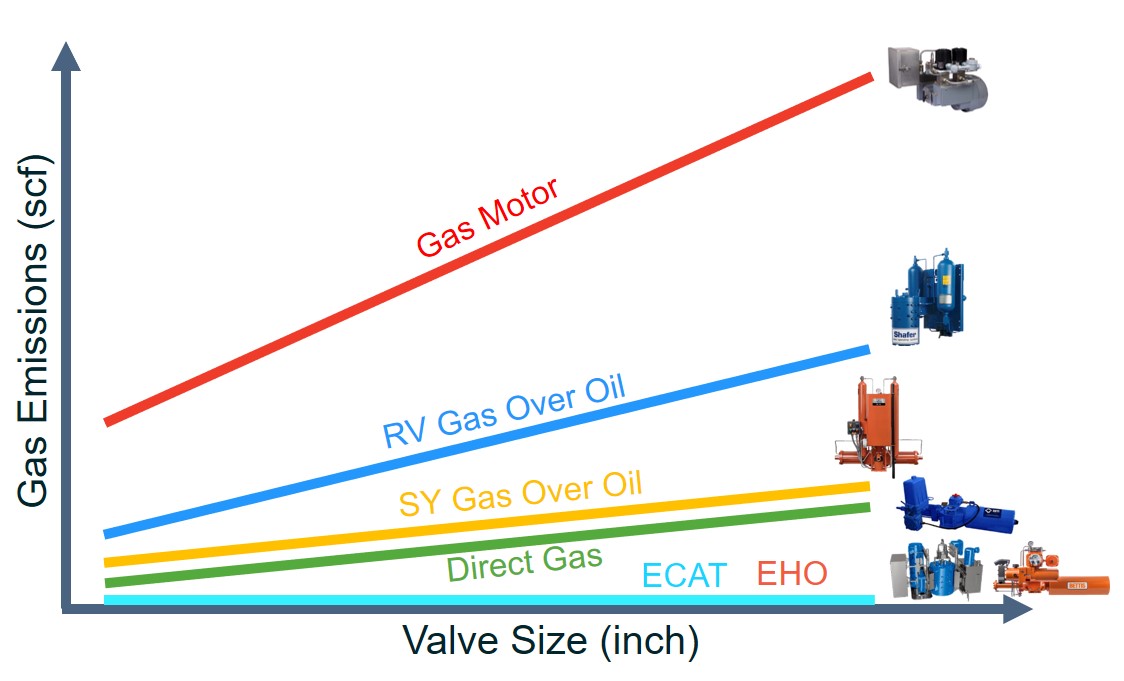
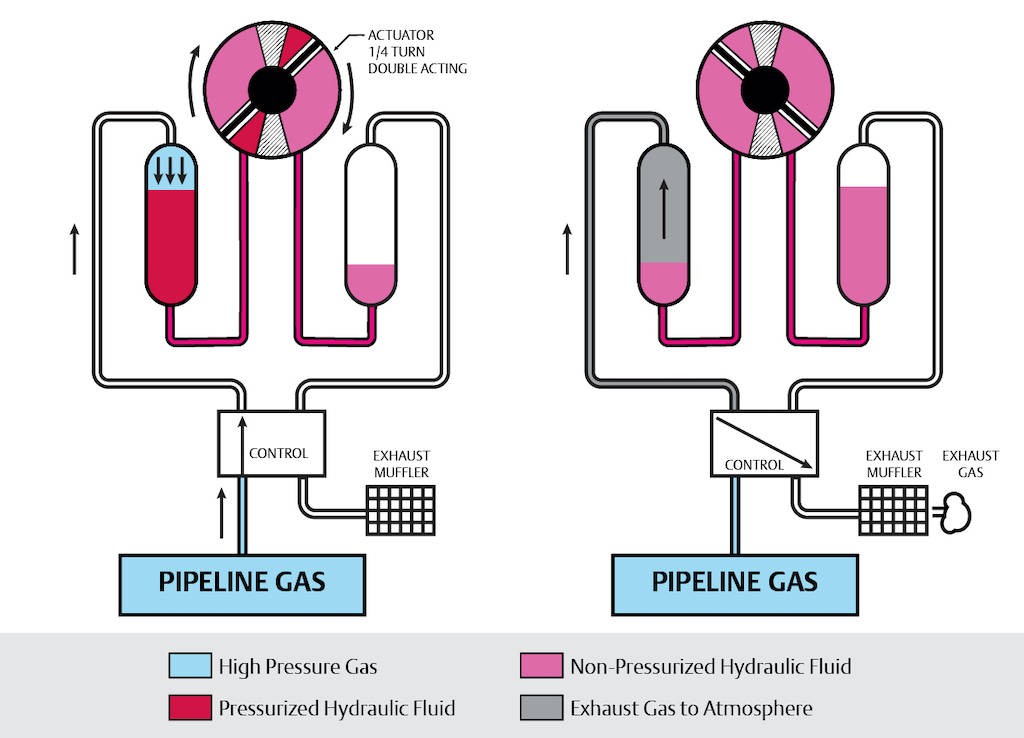
Gas motors use compressed pipeline gas to drive pneumatic motors that move the valve. While they have the benefit of requiring no electrical power, they emit significant amounts of methane. Gas-over-oil systems use natural gas from the pipeline to pressurize hydraulic oil, which is then used to drive rotary vane (RV) or scotch yoke (SY) valve actuators. After the valve has actuated, the gas pressure is released to the atmosphere (see Figure 3).
Gas-over-oil systems utilize the available motive force of pipeline gas pressure, yet also offer the inherent hydraulic benefits of small actuator size and long service life. While gas-over-oil systems have operated reliably for years, the resulting greenhouse gas emissions are driving the gas pipeline industry to consider other options.
Electrohydraulic operation
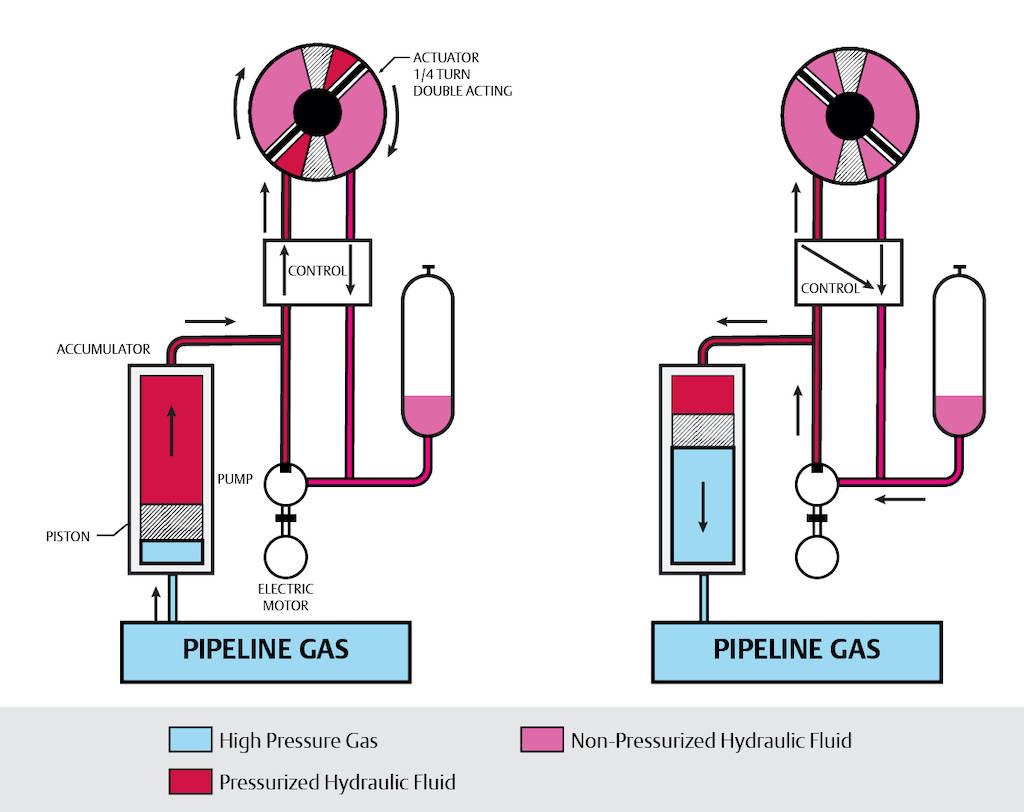
One zero emission option for pipeline valve actuation is electrohydraulic operation (see Figure 4). These valves use a small electric motor to pressurize hydraulic fluid which drives the actuator. The actuator can incorporate a spring that drives the valve to a fail-safe position when power is lost if this functionality is required.
Hydraulics allow the actuator to develop high torque within a relatively small footprint and require no air or natural gas for actuation, but the electrohydraulic operator does require a source of electricity. Solar power is an option for smaller valves, or for valves with slow actuation speed requirements. A manually powered pump can be utilized to actuate the valve in an emergency condition if no power is available.
Electrohydraulic valves offer zero emissions but are somewhat limited regarding the speed of actuation and overall torque. If very high torque or fast speed actuation is required, a different hydraulic technology comes to the fore.

ECAT hydraulic actuation
Larger valves or valves that must move quickly require more power delivered to the actuator. In remote sites, the obvious source of power is the pressurized gas in the pipeline itself. A gas-over-oil hydraulic actuator taps that power but emits methane with every stroke. Recent government methane emission regulations have spurred the development of a zero-emission design (see Figure 5).
ECAT has a similar design to a gas-over-oil hydraulic system as it utilizes the available motive force of pipeline gas pressure, and it offers the same inherent hydraulic benefits of small actuator size and long service life. However, it achieves zero emissions by employing a small electric motor to push the natural gas back into the pipeline after each stroke.
The ECAT system uses pipeline pressure to pressurize hydraulic fluid and actuate the valve. Once the stroke is complete, ECAT uses a small electric motor driving a pump to reverse the hydraulic fluid flow and force the gas back into the pipeline so it is ready for the next stroke.
This motor can typically be solar powered if necessary due to its low power requirements. If multiple strokes are necessary, the accumulator and a reservoir tank can be enlarged to provide enough hydraulic fluid to drive the valve several times. Hydraulic hand pumps can be utilized to move the valve in case of very low pipeline pressure.
The ECAT system design works with either scotch yoke or rotary vane actuators, and it can be retrofitted to existing gas-over-oil systems, allowing users to reduce methane emissions at a relatively low cost.
Some existing valve control systems utilize components activated by natural gas, and these might be expensive or difficult to replace. In this case, the existing gas-over-oil hydraulic system can be replaced with ECAT, while leaving the pneumatic components left intact. This retrofit eliminates nearly 99% of the gas emissions with minimal cost.
Solving real world problems
Recent methane emission restrictions in Canada forced a pipeline company in British Columbia to reassess their gas-over-oil hydraulic operators for six or their compressor stations and a metering facility, all with a zero emissions requirement. After evaluating options, the company determined that ECAT technology would allow them to cut their methane emissions to zero, while keeping much of their existing equipment in place.
A large methanol terminal is currently being designed and the owner did not wish to incur the expense and upkeep of maintaining instrument air at the remote site. EHO actuators were specified for the control valves and emergency shutdown valves. The EHO actuator provides precise positioning of the control valves, controlled rate of movement for the valves, and fail-safe operability of the spring return actuator—with no air supply required at the site.
Evaluating options
Recent environmental regulations are highly focused on the reduction of vented emissions from equipment operated by natural gas, such as direct gas-operated valves and gas-over-oil hydraulics systems. Pipeline operators now have low and zero emission options to address these issues at a reasonable cost.
The best choice for any given application will often depend upon the availability of electric power, along with the required actuation speed and valve size. But in nearly every case there are new low or zero emission alternatives offering the same high reliability and long service life as traditional actuation systems. In addition, retrofit kits can significantly reduce the cost of a full equipment upgrade, transforming existing valve actuator installations to zero/low emissions, while retaining many of the original components.
If faced with mandated methane gas reductions for natural gas driven equipment, it is wise to investigate the latest options offered for hydraulic valve actuation. New low emission designs offer very high performance at a relatively low installed cost.



