Valve problems can be a headache, but sometimes the pain actually originates elsewhere in the system. “Valve failures” can be design problems or failure of other equipment in disguise.
Valve problems can be a headache, but sometimes the pain actually originates elsewhere in the system. “Valve failures” can be design problems or failure of other equipment in disguise.
Control valves and regulators are installed in fluid systems to maintain such parameters as temperature, pressure and flow at the required setpoint. As the final control element, the valve is the first system component to be suspect when a process variable goes awry. When problems occur, the first solution attempted is often replacement of the valve. In many cases, however, this solution fails and further investigation reveals that the actual cause of the problem is an error in system design or in the selection and installation of the valve or regulator.
When troubleshooting apparent valve failures, it is important to remember that while the control valve is an essential element of the control loop, it is only one of several elements that affect performance. Considering control valves and other elements in the context of the entire control system is the best way to identify the cause of a problem.
Fluid Condition
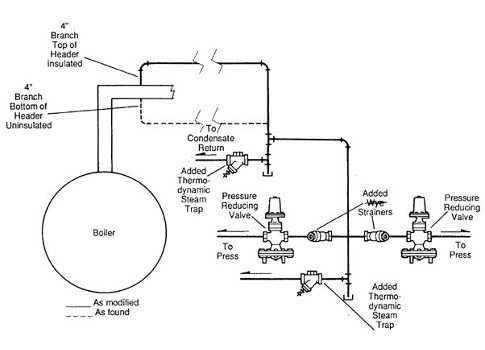
Consider, for example, a problem that recently occurred in a fiberboard manufacturing plant. Two pilot-operated pressure-reducing valves were regulating steam pressure to presses. Although initial operation was satisfactory, within a fairly short period the operator noted swings in the regulated pressure, most noticeably a tendency to overshoot the setpoint. The valves had also apparently lost their ability to shut off tightly.
The valves were disassembled, and the heads and seats were found to be eroded, causing leakage and overshooting. New trim was installed under warranty and the valves were put back in service. Before long, however, leakage and overshooting began again. Although the next alternative seemed to be to replace the installed valve with that of a different type, the decision was made to first review the entire system and installation.
This investigation revealed several design problems, which together caused premature valve failure. First, the branch line was taken from the bottom of the boiler header, rather than from the top. Second, none of the distribution piping was insulated. Third, no steam traps were installed in the distribution piping between the boiler header and the valves. These anomalies allowed the steam distribution piping to become flooded with condensate. Remembering that a valve designed to operate on steam cannot be expected to work at its best when supplied with a mixture of steam, water and dirt, failure in this situation was attributable to design problems.
In practice, steam often carries tiny droplets of water and cannot be described as dry, saturated steam. The droplets, when forced between the head and seat of a partially opened valve, can lead rapidly to wire drawing (the cutting action of high velocity steam and water passing through a partly opened valve) and the need for expensive replacements. Aseparator, drained through a steam trap, will remove almost all the water from the steam entering a pressure-reducing valve.
Dirt can keep a valve from shutting off tightly. Installing a simple pipeline strainer prior to every reducing or regulating valve solves this problem.
To resolve the problems found at the fiberboard plant, the steam system was modified as shown in Fig. 1.
The branch line takeoff was moved to the top of the header, where the steam is driest. All the distribution piping was insulated, and drip traps were installed at the bottom of each vertical pipe run. Strainers were also installed upstream of each of the pressure reducing valves.
After the modifications were completed, the pressure reducing valves held the steam pressure constant at the setpoint. Not only was the valve problem solved, but the efficiency and productivity of the presses were increased, since they were being supplied with clean, dry, saturated steam. Furthermore, total steam usage decreased because the heat was being transferred effectively.
Sizing
A temperature-control valve was regulating the flow of high temperature water to a heat exchanger that supplied domestic hot water to an office building. Occupants complained of erratic water temperatures, particularly during periods of low usage when the temperature varied from tepid to nearly boiling. Clearly, the control valve was malfunctioning. Or was it?
An inspection of the installation revealed that the control valve in question was a line-size valve, leading to the suspicion that it was oversized. Valves control by creating a variable resistance in the pipeline, which caused a pressure drop. In order to ensure proper control, the valve pressure drop must represent a large portion of the total system pressure drop (perhaps 25 to 50 percent). This gives the valve “authority” over the control loop. Because of this requirement, properly sized control valves are usually smaller than line size.
An oversized valve tends to “hunt” which means that the process variable will cycle above and below the setpoint. In this case, the controlled value, temperature, oscillated on either side of the desired control point. The hunting oversized valve will seek to operate with the valve disc nearer to the seat than a smaller valve, which has to be further open to pass the required flow. Operation with the disc near the seat increases the likelihood of wire drawing and erosion. In addition, any small movement of the oversized disc will produce a relatively large change in the flow through the valve orifice.
A smaller, correctly sized valve will be less prone to wear and will give more accurate control. Where it is necessary to cope with wide fluctuations in load, it may be preferable to use two or more valves in parallel. These valves are generally sized to split the total load, so that the smaller valve’s capacity is approximately one-third of the total while the larger valve’s capacity is about two-thirds. In this setup, the smaller valve controls pressure until demand exceeds its capacity. At this point, line pressure begins to drop, causing the larger valve to open and supply the higher demand. In this way, hunting and erosion problems can be virtually eliminated, even over very wide flow rates.
In the case of the erratic office building, a review of actual (as opposed to design) maximum demand demonstrated that the building’s temperature control valve was indeed oversized. It was replaced with a correctly sized valve and proper control of the domestic hot water supply was restored.
Safety
Recently, students of a major college experienced some painful difficulties with their morning showers. When the first showers were turned on in the morning, the water occasionally changed to scalding hot temperatures. After the showers had run for a while, no further scalding water was noted.
The dorm was equipped with a system that mixed superheated (300°F) water with cold water to supply a blend at temperatures suitable for safe use at drawoff points. This system is not unusual; to minimize possible growth of harmful bacteria in water, the system heats water for storage at high temperature, creating a pasteurizing effect.
This hotter water is then blended with cold water to give the tempered circulation needed. Water for the showers is required at 124°F. Only the minimum quantity of water in the flow main and recirculation loop is held at the lower temperature. The blending, or mixing, is usually accomplished with a three-way control valve installed in a layout similar to that shown in Fig. 2.
Under “normal” conditions, with a constant draw-off at the shower, a system like this will produce a nearly infinite supply of warm, tempered water. But conditions are not always normal in college dorms. All night, when no one used hot water, water in the circulating loop cooled off. Then, an hour or so before the first class, showers in the dorm began to be turned on, drawing off the minimum quantity of tempered water and immediately demanding more. The water in the loop got as hot as 210°F and could potentially scald.
The first assumption was that the valve was not functioning properly. However, testing showed that it was responding properly to temperature changes. The next check was for suspected oversizing, since hunting was a symptom of the problem. But, a review of the actual flow conditions in the loop proved that the threeway valve had been correctly sized. No problem could be found with the valve itself, so the problem had to be elsewhere. Further analysis then revealed a basic flaw in the design.
Looking at Fig.2, assume that there is no draw-off from the recirculating loop, so that the water in this loop begins to cool from radiation losses. The three-way valve begins to open its hot water port further to compensate. Since there is no draw-off from the loop, however, it remains at a constant volume and no more hot water can get through the three-way valve. So, the hot water port of the threeway valve remains almost fully opened while the recirculation or cold port is almost closed.
When someone turned on the shower, he or she was hit first with the cold water in the recirculating loop, followed by very hot water coming through the wide open hot water port of the three-way valve. By the time the sensor responded to the change in temperature in the loop and shut the hot water port to its normal position, the damage had been done and dangerously hot water had been sent to the showers.
The solution recommended was the installation of a second temperature-control valve, (Fig. 3). This low capacity (usually ½ inch) bleed-off valve opens at the time of zero draw-off when the temperature in the recirculation loop begins to drop. Water is bled off from the recirculating loop to the storage vessel, from which it displaces an equal volume of hot water through the partly opened hot port of the three-way valve, back into the recirculating loop. Since the loop temperature is kept within a few degrees of the setpont, the three-way valve keeps both ports in the right position to blend the hot and cold water – from maximum demand to no demand.
Once it was determined that the problem was in the system design and not the result of the valve failure, the college modified the system as shown in Fig. 3. The result: even with two valves, the new control system turned out to be less expensive than other approaches. Today, the students get hot water at 124° ±3, and the college is installing a similar system in their other 20 dorms.
Balanced productivity
Consider a problem that arose recently at the manufacturing plant of a military subcontractor that builds tactical missile multiple-launch rockets. It centered around one of the cores of the manufacturing process: curing the propellant. The critical component is liquefied when it is first added to the fuel capsule. Then the fuel is hardened, or cured, inside ovens big enough to bake more than 700 loaves of bread at one time. Curing lasts about 36 hours and is performed in three temperature stages, ranging from approximately 140° to 155°F.
To control the air temperature in the ovens, the coils are supplied with hot water from a pneumatically operated three-way diverting valve. The water is heated in a steam-to-water heat exchanger controlled by a pilot-operated temperature regulator (see Fig. 4).
Temperature of these 12 ft. x 20 ft. ovens has to be just right to ensure a homogenous propellant. If it varies from set point by more than a few degrees, the propellant will not cure properly. Voids, or bubbles, will develop throughout, and the rocket will be rejected.
This was exactly the problem faced by manufacturing and maintenance personnel. Severe water temperature swings plagued the curing process. One by one, rockets were grounded as the number of rejects began to climb.
The maintenance team focused first on the pilot-operated temperature regulator controlling the heat exchanger. Initial inspection determined that this valve was in good working order, but was somewhat oversized as evidence by hunting. Reduced capacity trim was installed in the valve, but the temperature swings and hunting continued to occur. The team then began to troubleshoot the entire air dryer heater system. They determined that the heat exchanger was actually producing extremely hot water, resulting in very wide temperature swings. Eliminating the system’s hunting condition necessitated a reduction in temperature.
The next step was to check the existing three-way temperature control valve. It was found that this valve was larger than necessary. The valve had no ‘authority’ over the system and was operating essentially as an on/off control. This conclusion was proved by fully opening the three-way valve to the dryer coils with no bypass back to the heat exchanger. When this was done, the air temperature settled into acceptable limits while the water temperature stayed within 6° to 8°F of the setpoint. What was the explanation for this dramatic improvement? A flaw existed in the design of the bypass line from the three-way valve to the heat exchanger.
As originally designed and installed, this bypass line was nothing more than straight pipe. Therefore, whenever the bypass port of the three-way valve was even slightly open, a short circuit was created that effectively starved the dryer coil, causing a drop in temperature. This temperature drop resulted in the three-way valve moving to full-flow to the coils, which in turn brought about overheating and started the cycle over again. The net effect was to produce the “on/ off” action, creating unacceptably wide swings in the air dryer temperature.
The solution to this part of the problem was to balance the leg loads, since load balancing is necessary on all legs of the three-way valve in a closed system.
The complete solution to the problem actually required three modifications:
- Install reduced capacity trim in the pilotoperated temperature regulator;
- Reduce the hot water setpoint to keep the hot port of the three-way valve open at least 30 percent;
- Add a balancing valve on the bypass line from the three-way valve.
A fourth recommendation, replacing the three-way valve with a smaller valve, was found to be superfluous.
After modification, the system was adjusted to consistently maintain proper curing temperatures. The plant has experienced virtually no rejects since the system was fine-tuned. The system now runs within 2°F for air temperature and 6°F for water temperature, both well within specified tolerances. Although installation of a correctly sized three-way valve would have resulted in even tighter control, this change was deemed unnecessary in light of the performance improvements experienced without it.
When control problems arise, the trouble-shooting process logically begins with the final control points. Valves, or course, do sometimes fail. However, many problems can present symptoms indicating valve failure, while the actual culprit lies in the design or installation of a system. To get to the heart of a control problem – and more importantly, to solve it – look to the system as a whole.
Content provided by Spirax Sarco. Originally published in Steam News Volume 4 Issue 4. Edited by Anisa Samarxhiu, Digital Project Manager, CFE Media, [email protected]



