Chain lubrication is useful for extreme applications for equipment or situations that are dangerous for humans to enter while in production and where speed, flexibility and friction reduction is needed.

Learning Objectives
- Understand the challenges associated with lubricating chains and conveyors in extreme conditions such as high temperatures exceeding 300 °F or low temperatures below -40 °F.
- Identify suitable lubricant formulations and application methods tailored to specific environmental factors, including temperature variations, chemical exposures and operational demands.
- Explore the role of specialty lubricants in enhancing equipment reliability, mitigating wear and corrosion and optimizing production efficiency in industrial settings.
Chain lubrication insights
- In extreme industrial conditions, specialized lubricants are crucial for maintaining efficiency and preventing failures, necessitating thorough understanding and tailored solutions for diverse applications and environments.
- Extreme temperatures, whether high or low, pose significant challenges for chain and conveyor lubrication, requiring meticulous selection of lubricant types and formulations to ensure optimal performance and equipment longevity.
- In hazardous or inaccessible environments, automated lubrication systems offer precise and timely application, mitigating risks of rapid lubricant degradation and ensuring equipment safety and efficiency in industrial operations.
Rope is one of our earliest tools and may be the oldest method in the history of transferring powering. Today, in industrial applications, ropes and chains are often made of metal and the lubricants for chains and cables are often grouped together, as their power transfer or conveyance functions are similar.
However, in extreme service realms, wire rope is found in fewer places because modern chain is designed to reduce friction and wear with engineered bushings and rollers. Metallurgy and manufacturing technique advances have resulted in modern chains being ubiquitous in today’s industrial equipment. Wire rope may carry very high loads, but in extreme applications where speed, flexibility and friction reduction are required chain carries the day.
What is considered an extreme condition for chain or conveyor operation? Under ambient atmospheres and temperatures properly specified and formulated, lubricants and lubricant carriers, which may be mineral oil or solvent-based, can do an excellent job. The extreme realm occurs when temperatures of the chain or conveyor range above 300 °F or low temperatures below -40 °F when exposure to chemical or corrosive environments can cause failures in manners different than those by normal wear and tear.
Additional scenarios are considered extreme because the lubricant itself, if not specifically formulated, can harm the actual process in which the chain or conveyor is operating. All of these extreme scenarios call for products which fall under the specialty lubricants umbrella. This is an area where typical mineral base oils and additives will cease to function adequately.
It’s also a domain where hand lubrication is now mostly impossible because of the environments and conditions these chains and conveyors are subjected to.
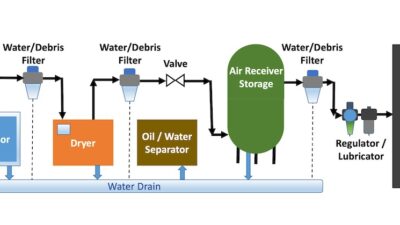
In extreme realms, fully automated lubrication systems are routinely utilized because lubricant dissipation and degradation can be rapid. For safety reasons, automated lube systems also can provide precise and timely application of the lubricant on equipment that is inaccessible or dangerous while in production.
Extremely high temperature chain and conveyor applications
When operating temperatures of chains exceed 300 °F, new considerations must be made to protect from wear and failure and to mitigate issues with thermal degradation of the lubricants. This high temperature realm could be further subdivided into increasing increments of 100 °F intervals each step making even more rigorous demands upon lubricant formulations.
The first order of business is determining the exposure to the high temperature environment. For example, if the chain or conveyor is intermittently at high temperature, it may never get as hot as the actual process before returning to ambient conditions. This is important in terms of the price of the lubricant necessary to do an adequate job. Situations above 300 °F likely require synthetic or solid film lubricants.
Under extreme temperatures, engineers will find suitable chemistries of the lubricant, carrier and solids will grow much more expensive as temperatures rise to 400, 500 and 600 °F and maybe beyond that.
The plant engineer also should be diligent in measuring temperatures of the lubricated chain all along the process and determine the highest temperature encountered and the amount of time in the cycle it will be at its highest. Most often, the chain will not achieve the level of the high temperature process point. Ensuring lube reservoirs are at ambient or near ambient temperatures will protect the lubricant from thermal degradation before application. This data will be a necessary guide to optimal lubricant selection and is also instrumental in determining the lubrication method and lube intervals.
Since this is above temperatures at which most surface-active chemical additives will start losing effectiveness, more of the lubrication responsibility will be on the base fluid chemistry and possibly any solid film additives or components.
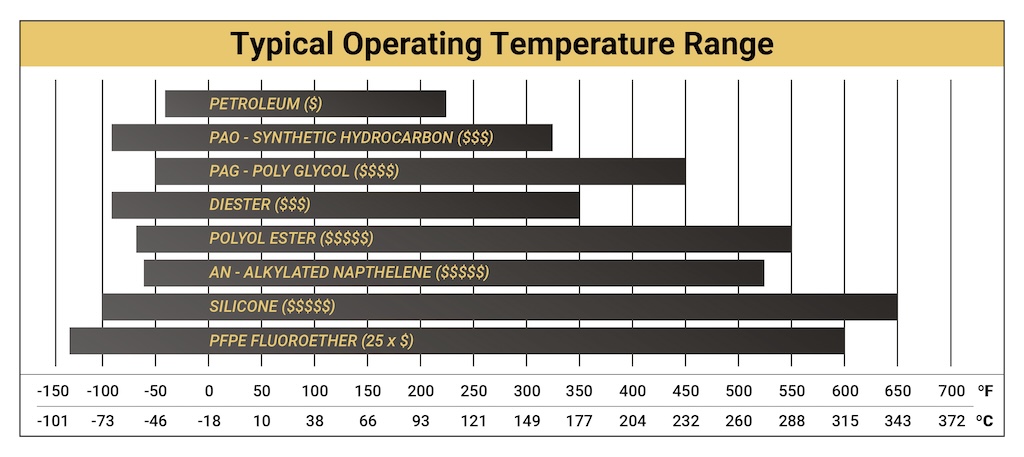
Polyalphaolefin- (PAO) based synthetic lubricants have found broad acceptance in transportation applications due to their high and low temperature abilities, but by looking at the chart, it is clear it will no longer be the base fluid of choice above 300 °F. One of the major culprits hindering proper high temperature chain lubrication is residue created as the lubricating fluid thermally degrades under the oxidative stress of the hot environment. Not only will PAOs start to degrade as temperatures rise, but the hard carbonaceous residue left behind will block lubricant passageways and can itself cause wear. Due to PAO’s non-polar nature, it also lacks the self-solubilizing attribute of some of the more polar molecules found in base fluids for higher temperature applications.
As temperatures rise above 400 °F, engineers will find greater use of synthetic fluids with more polar molecules such as polyalkylene glycols (PAGs) and polyol esters (POEs). These fluids provide cleaner performance and withstand higher temperatures for longer times before thermally degrading. PAGs leave little or no residue but can generate some undesirable smoke as temperatures rise near 500 °F. The other synthetic fluids listed have niche applications, but may show weaknesses in either wear protection or deposit control.
Extremely low temperature chain and conveyor applications
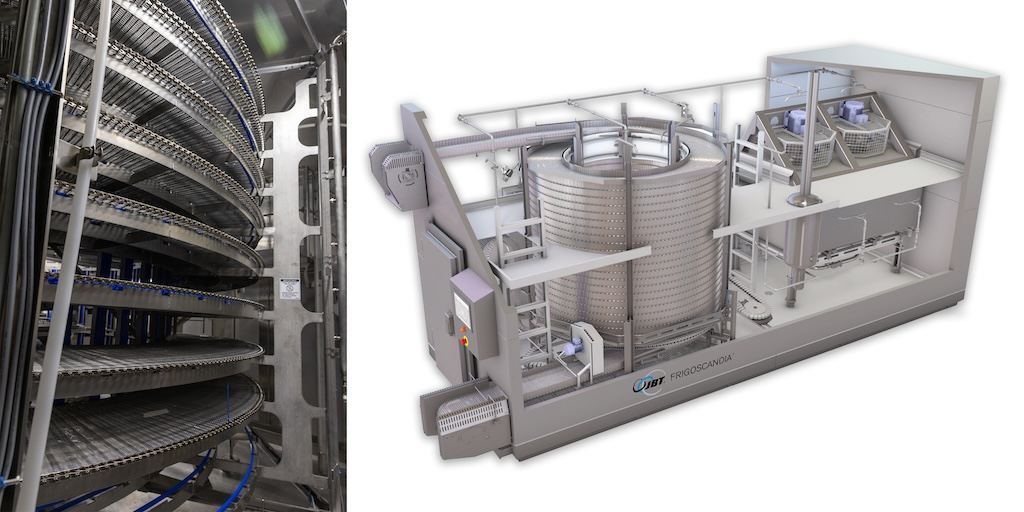
Most low temperature industrial chains and conveyors are found in food processing environments. These applications are often far below the -40 °F range where conventional mineral based lubricants will function. Freezing methods in food production are continuous processes. Production lines for small pieces like cut fruit and vegetables, or small bits of protein are air driven freezing tunnels having no need for conveyor systems. The fan driven cryogenic air moves the product. As product size and weight increase this is not possible. Straight line conveyors may be used, but the typical freezing method is the cryogenic spiral freezer.
In this machinery, the chain is not driving the rotation. While it is performed by a gear box, but the chain is supporting the product conveying medium. Here is where PAOs outshine most other synthetic base fluids because they are suitable for H1 food grade applications and also are one of the best-performing synthetic fluids at extremely low temperatures in terms of flow. In extreme low temperature applications, a balance must be struck between viscosity and antiwear performance.
In the range of -70 to -90 °F, lubricant flow becomes a critical factor. Freezing equipment original equipment manufacturers (OEMs) and processors are seeking to push the envelope to lower process temperatures. Product freezing can be nearly doubled with every 15 °F drop in process temperature.
Adding to the lubrication complications, these units also will undergo a clean-in-place (CIP) sanitization process. This involves chemical cleaning at ambient temperatures or above, which means the lubricant also must provide adequate wear and corrosion protection for the equipment before, during and after the CIP process.
Seven extreme chain and conveyor applications
In more specialized chains and conveyors, the processes may require lubricant formulations specifically engineered to provide compatibility with their particular environments. While many more exist, these seven are among the most common.
1. E-Coat (Electrostatic paint lines, coating compatibility and lubricity)
This application requires lubricants that satisfy wear protection, however the presence of lubricant in the process may cause paint issues such as fisheyes or poor surface adherence. These coatings are often water-based, which means the lubricant must be water and coating soluble and not cause deleterious effects should it migrate to the coating baths or painted surfaces. This application is often lubricated with custom formulated water soluble PAG base lubricants, which will likely have to pass paint compatibility testing with the coating supplier in each production facility.
2. Lithograph ovens (Temperature, contamination)
The primary application is high speed beverage can production where the pin chains conveying the cans through the decorating process will encounter the same temperatures and coating residues as the cans themselves. Being lubricated with POE based lubricants for high temperature capabilities often provides better cleanliness factors on the conveying chain.
3. Fiberglass forming and drying chains (Chemicals, extreme temperatures)
Fiberglass insulation production is very aggressive on the conveying chains in the process. In the forming process the weight of the product means the lubricant will have to provide substantial load carrying benefits in addition to protecting against a potentially very corrosive chemical environment. This can be accomplished with a specialty additive formulation in a mineral base oil. When the glass mat proceeds to the drying oven the process is now a very high temperature environment requiring a low volatility, high flash point, clean running POE chemistry. Similar conditions apply to the gypsum and wallboard production processes with slightly less aggressive chemicals and slightly lower oven temps.
4. Fish pack (Salt, water washout)
Saltwater seafood packaging conveyors are subject to a corrosive environment due to the salt and sanitization chemicals. Although not extreme in terms of temperature, mineral-based lubricants used in these applications must usually be of H1 food grade integrity and also ensure an extra high level of wear and corrosion protection under a very severe environment.
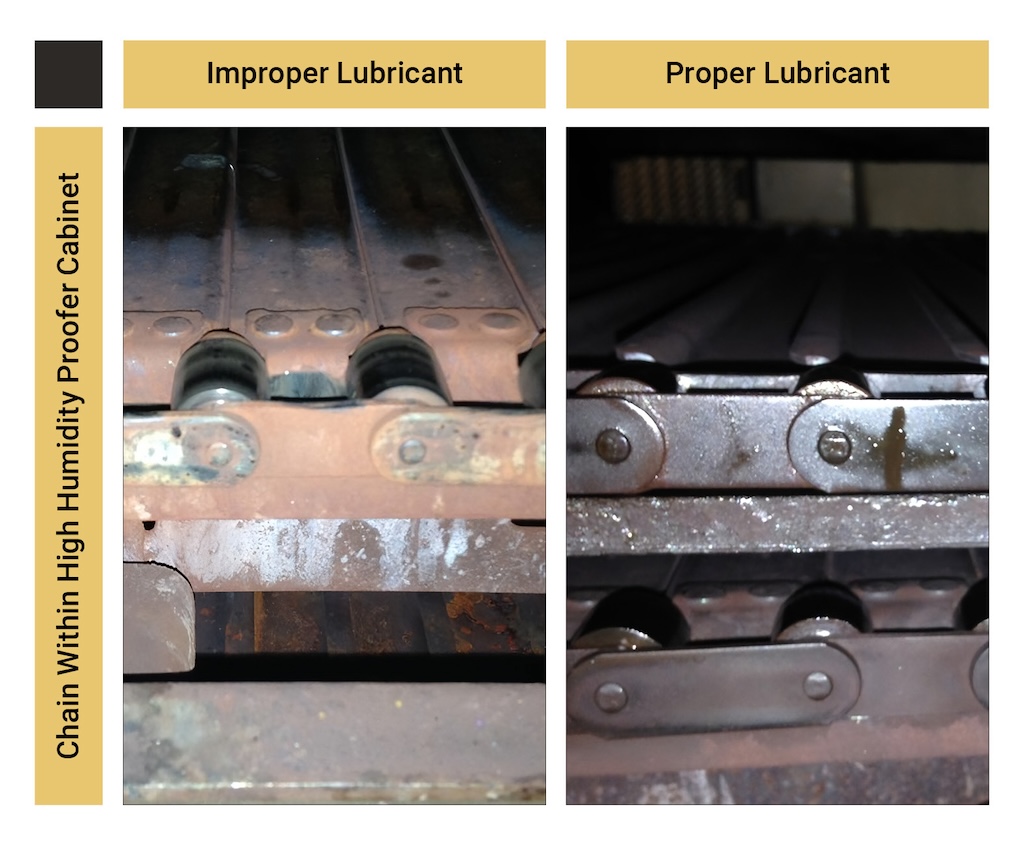
5. Proofer ovens (Humidity, abrasives)
Bakery proofer chains see a very high humidity environment for extended periods. Temperatures are not the aggressive factor, but the environment and presence of particulates present challenges for the lubricant to protect against rust and abrasive wear.
6. Protein rendering plants (Corrosive, high loads)
The circumstances of equipment used poultry, beef and pork rendering subject it to corrosive chemicals as byproducts of the process. Chains employed in these plants must be lubricated with fluids possessing extra measures of protection against environmental and production induced corrosion.
7. Engineered wood presses (Extreme temperatures and contamination)
OSB, particle board and some plywood manufacturing present all of the high temperature issues in an extremely severe environment. The chains and conveyor systems on continuous presses are subject to temperatures approaching 600 °F in an oven system which has chemicals and particulates present. Lubricants that perform inadequately can cause issues with excessive carbon residue in conveyor rod cavities and on chain pins and rollers. These issues cannot be completely avoided due to the process. That means the lubricant also must have a good degree of self-solubility to help keep the conveying system running.
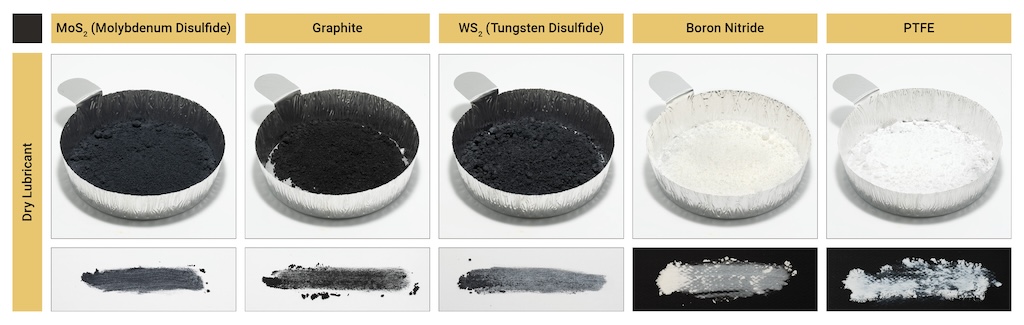
Dry film lubrication in extreme environments
In areas so hot that rapid degradation or fire risk makes fluid lubrication impossible, the lubrication of chain systems can sometimes fall to solid lubricants. The solid lubricant is typically applied as a suspension or mixture in a sacrificial liquid carrier. The carrier’s job is enabling the solids to flow and penetrate into the wear points and then, as cleanly as possible, disappear. Mineral spirits, alcohols, or PAGs are often favorite carrier fluids due to their relatively clean evaporation or quick flash off characteristics.
Although dry film lubricants can exhibit some exceptional friction reduction and high temperature capabilities, like fluid lubricants they will need to be reapplied on a regular interval. One consideration is solids may not dissipate. They can accumulate, causing lube passageways to clog and chain surfaces to become caked. In the instance of bakery chains lubricated with water or solvent based graphite, the chains will have to be beaten with hammers each week or blasted with dry ice to remove excess graphite accumulation.
Most dry lubricants also optimally function in an air-free vacuum environment. Even though they can be efficient in reducing friction in many industrial applications, their effectiveness can be adversely affected by humidity, air, water and impurity levels in the environment.
Their relative performance also can be altered by the particle size and purity of the solid film lubricant itself. Different solid film lubricants also will function at varying performance levels depending on their level of affinity for the lubricated substrate material.
The role of greased chains
In submerged conditions chains can be subject to such aggressive washout tendencies that fluid lubrication will not be adequate. Under these circumstances, chains are often engineered to accommodate grease lubrication through grease zerks leading directly to links and pins or to antifriction roller bearings. These chains require a specialty grease to remain lubricated. The grease also must be formulated to resist the extreme washout and any corrosion conditions associated with these applications. Considerations such as oil bleed, lubricant recovery and environmental concerns also will guide the proper grease selection.
The tribology of chain and conveyor lubrication is not as simple as it would appear. The myriad of machinery, applications, environments and materials the chains and products they convey result in many factors that need to be considered.
Discussions with OEMs, consultation with lubrication engineers and even field testing may be necessary to find the best performing solutions for a particular application or situation.
Factors such as extending chain life, conserving energy and enhancing production speeds must be evaluated and balanced. There also may be more than one solution, but all extreme chain and conveyor conditions will demand some type of specialty lubricant and some form of automated application system.