A basic understanding of frame construction can help minimize motor vibration.
When motor vibration problems occur, the magnitude and direction of the vibration can give a good indication of where to look for the cause. When vibration is higher in the vertical plane, one of the first things to examine is the base/foundation of the motor. If the high vertical readings are compounded by indications of an eccentric air gap, such as high axial vibration and a predominant twice-line-frequency vibration, a “soft foot” or twisted frame is often to blame.
Construction basics
To correct “soft foot” conditions, alignment technicians use prefabricated shims (sized to accept the hold-down bolts) under motor feet. What they may not realize is that a cast iron or steel motor frame isn’t as solid as it appears. Because the feet are typically at least 1 in. (25 mm) thick, technicians mistakenly assume distortion isn’t possible. As a result, they do not place shims to the greatest benefit. A review of motor frame construction basics can be helpful in determining where to put shims to obtain the best support, and therefore the lowest vibration readings.
Figure 1 shows the typical fabricated-frame construction; the holes through the motor feet are sized for the hold-down bolts. Depending on motor size, there will be at least four bolts (one at each corner of the motor), and sometimes more. Each foot may be the customary weldment at one corner of the motor, or it may run the full length of the frame, in which case there are usually four or more bolts along each side of the motor.
Frame bulkheads
An exploded view of any fabricated-frame motor would clearly show that the bulkheads do much more than hold the stator in the frame or channel the internal airflow, as in the case of a weather-proof (WP) enclosure machine. They also stiffen the entire frame, helping dampen vibration. Vibration levels will therefore increase if one or more of the bulkheads isn’t properly supported by the motor base. Visualize a cantilevered or overhung mechanical structure and the resultant resonance.
Although most motors have solid-looking feet that are securely attached to the bulkheads, the mounting bolts must be far enough from the bulkheads to provide sufficient access for the mechanic to tighten them with a wrench. Therefore the bulkheads (as well as the motor feet) may require shimming to achieve the rock-solid support that is critical for minimizing frame distortion and vibration. If loosening or tightening base bolts changes the vibration levels, the motor is not shimmed properly.
Figure 2 illustrates the critical areas for shimming. When a corner requires X amount of shim, that shim should also extend to the area directly beneath the bulkheads near the bolts. If the base and supporting foundation are not parallel, the shim thickness required beneath the bulkhead may differ from that required at the bolt.
Minimizing vibration
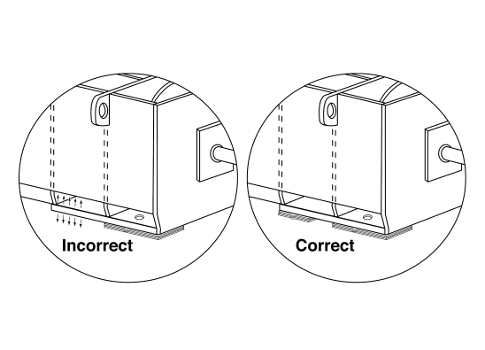
The shims beneath the bulkheads should not be loose after the mounting bolts have been tightened. If the “soft-foot check” procedure (see sidebar) of loosening the bolts indicates a soft foot, the shim pack beneath the bulkhead may be too thick. Vibration will be minimized once all feet are correctly supported, including the area directly beneath each bulkhead (see Figure 3). Note that these same basic principles also apply to other rotating equipment–e.g., generators, blowers, screw compressors, and so forth.
Avoiding frame distortion
When installing, removing or repairing a fabricated-frame motor, always use every lifting point provided by the manufacturer. Prudent engineering often uses a design safety factor of 5 (depending on many considerations, including the consequence of failure), but it is a mistake to infer that it is “safe” to lift a motor with only half of its lifting points.
If a welded steel frame motor is designed to be lifted at all four corners, picking it up at only two diagonally opposite corners is likely to twist the frame. The resulting irregular air gap will probably show up as vibration at twice line frequency, with higher than expected peaks at 2x RPM in the vertical and axial planes. A twisted frame will also cause future soft-foot problems.
Checking the soleplate
If a machine still vibrates after applying these tips, inspect the soleplate. The same torque that rotates the shaft in one direction is also trying to rotate the frame in the opposite direction. (“For every action, there is an equal but opposite reaction.”) So if the shaft is turning clockwise at the drive end, examine the right-hand corner of the foundation on the drive end of the motor.
Summing it up
The bottom line is that minimizing vibration often depends as much on shim placement as it does on using the correct amount of shims. Using proper lifting techniques can also help prevent frame distortion that could worsen soft-foot and vibration problems. Alignment technicians who understand and apply these basic principles can be more effective in reducing the vibration levels of both motors and driven equipment.
Chuck Yung is a senior technical support specialist at the Electrical Apparatus Service Association (EASA), St. Louis, MO. EASA is an international trade association of more than 1,900 firms in 62 countries that sell and service electrical, electronic and mechanical apparatus.