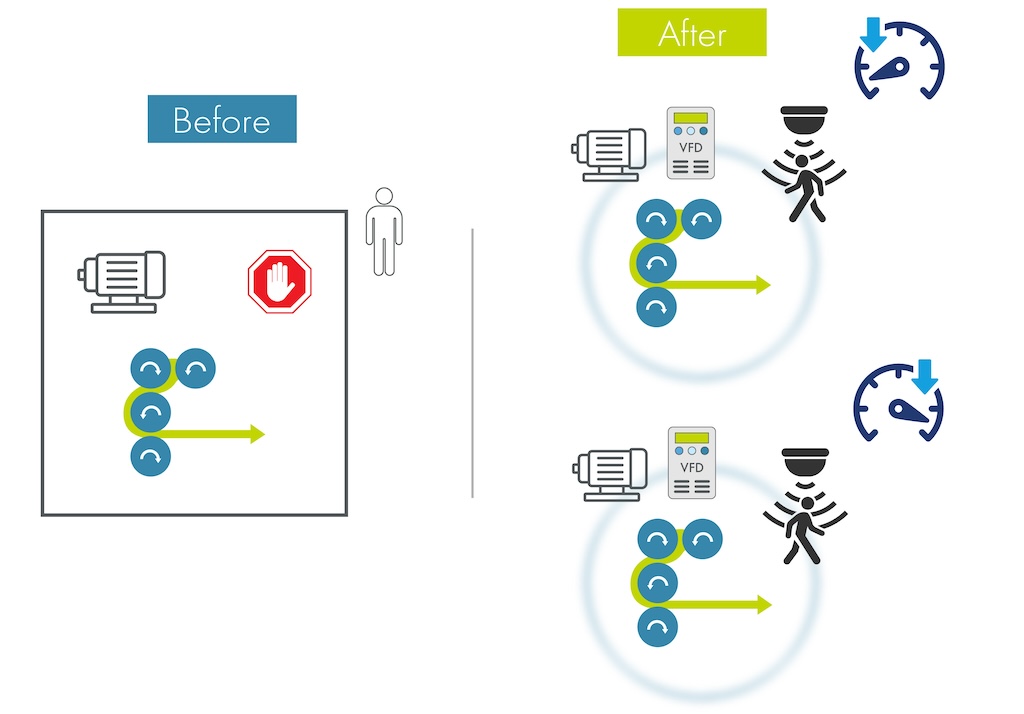
Variable frequency drives (VFDs) serve an important function in industry. They match motor torque and speed to the load, saving energy when load requirements are reduced.
Variable frequency drives (VFDs) serve an important function in industry. They match motor torque and speed to the load, saving energy when load requirements are reduced. Output on equipment such as pumps, fans, and blowers can be varied by changing motor speed or by using dampers and reducing valves with constant speed motors. Dampers and reducing valves waste energy.
If one VFD is good, are many VFDs better? In some cases, they may be better, but not cost effective. Take the case of a cooling tower with several fans. If VFDs are used, the tendency is for all the fans to be VFD-controlled. Having all fans VFD-driven allows for better control if a tight temperature range is required. Taking a closer look at cooling needs may indicate a minimum base-cooling requirement. The base load does not have to be on VFD drives; and using standard-speed motors saves energy.
A high-efficiency motor operates with an efficiency in the mid-90s. A VFD controller is approximately 96% efficient. The combination of a drive controller and a high- efficiency motor has an overall efficiency in the low-90% range. It is this difference in efficiencies that should be examined for the total system package. A mixture of fixed drives and VFDs can be the most economical and cost-effective solution.
There are many industrial processes that require variable speed motors, such as conveyor belts, paper machines, and steel rolling. The drive speed must be regulated for product control and quality. In other applications, such as bulk cooling or sewage treatment, several motors are operated in parallel and it may not be critical that all motors run at a specified speed. Step control of fixed-speed motors or a mixture of VFDs and fixed-speed motors may accomplish the same result at less cost.
Mixing motors
Consider a cooling tower designed with ten, 60-hp cooling fans. A simplified analysis compares three options. The first is ten fixed-speed motors controlled and turned on/off by a PLC monitoring flow and temperature. The second is the same system with ten 60-hp, variable-speed motors. The third is a hybrid with seven fixed-speed motors and three variable-speed motors.
The number of motors needed is in increments of 60 hp. Single-speed motors are added in steps as demanded by the load horsepower needs (Fig. 1). There could be a greater number of variable-speed motors, all with their speed adjusted below 100%. The variable-speed motors match the load exactly, while the number of single-speed motors has to equal or exceed the load. For simplification, the motors are assumed to have a unity service factor and the VFD motors cannot be run above rated speed.
System efficiency
Because of the overall difference in efficiencies, an operation cost advantage is possible with single-speed motors. At 100% load, the single-speed motors require 47.6 kW, while the VFD system requires 49.6 kW. The difference is due to the losses in the controller. At some loads the single-speed motors require less energy although there is more horsepower connected than necessary (Fig. 2). On a system requiring more than 25 motors, stepped, single-speed models would always use less energy at the efficiencies stated previously.
A combination of fixed and VFD motors can be used if more precise temperature control is desired than a fixed-speed motor system could provide. A hybrid system can have the same benefits as the totally VFD system at less cost. Another benefit of using all or some fixed-speed motors is the reduction of harmonic currents produced in the power circuit.
The single-speed motors have a PLC which brings on or removes motors as necessary. A PLC is assumed not to be needed for a system which is all VFD. The main difference between the three systems is the initial cost of equipment. For energy considerations, an evaluation was made using an average yearly loading of 70% of the maximum design. The 70% loading is at a point where either seven or eight single-speed motors could be used. For the greatest energy cost differential between the systems, eight single-speed motors were used.
The worst case yearly energy cost for single-speed motors is greater than that for the variable-speed drives. It would take 6.9 yr for the energy cost to nullify the higher equipment cost and 1.7 yr for the hybrid system. This period assumes no energy rate increases and no cost for borrowed money.
Not included in this example is the loss of cooling effectiveness due to spot cooling of fixed-speed motors, additional power losses in the isolation transformers, line and load-side reactors, or the added cost of harmonic filters that can be associated with VFDs. Not shown, but should be considered, is the cost of extra space for VFD controls and the maintenance cost of the systems.
The analysis here is simplified, but it does point out that a system with all VFD drives may not be the most cost effective. There is no question that a single VFD system is more cost effective than single-speed motors at reduced speed. However, if the drives fit the condition described previously, a fixed-speed hybrid option should to examined.
-Edited by Joseph L. Foszcz, Senior Editor, 630-320-7135,
&HEADLINE>Key concepts&/HEADLINE>
An individual variable speed drive can save energy.
Multiple-motor applications could be most efficient with a mix of variable and fixed-speed motors.
Each application must be evaluated on an individual basis.
Equipment prices
EquipmentCost
Motor
$5000
VFD controller
$13,000
Ten unit motor control center
$17,000
PLC control & programming
$7000
Motor efficiency
94%
Drive controller efficiency
96%
Equipment quantities
EquipmentCase 1 All single-speed motors (SSM)Case 2 All variable-speed motors (VSM)Case 3 Seven SSMs and three VSMs
Motors
10
10
10
VFD controller
–
10
3
Ten-unit MCC
1
1
1
PLC control 1-1
1
–
1
Operating cost
Total cost (energy at $0.06 kWh,at 70% load for 8760 hours)All single-speed motors(SSM)All variable-speed motors(VSM)Seven SSMs and three VSMs
Equipment, $
74,000
197,000
113,000
Equipment cost difference, $
–
123,000
39,000
Energy/yr, $
200,232
182,488
177,290
Energy cost difference, $
–
17,744
22,942
Payback time, yr.
–
6.9
1.7