The Downtime
Predictive and Preventive Maintenance
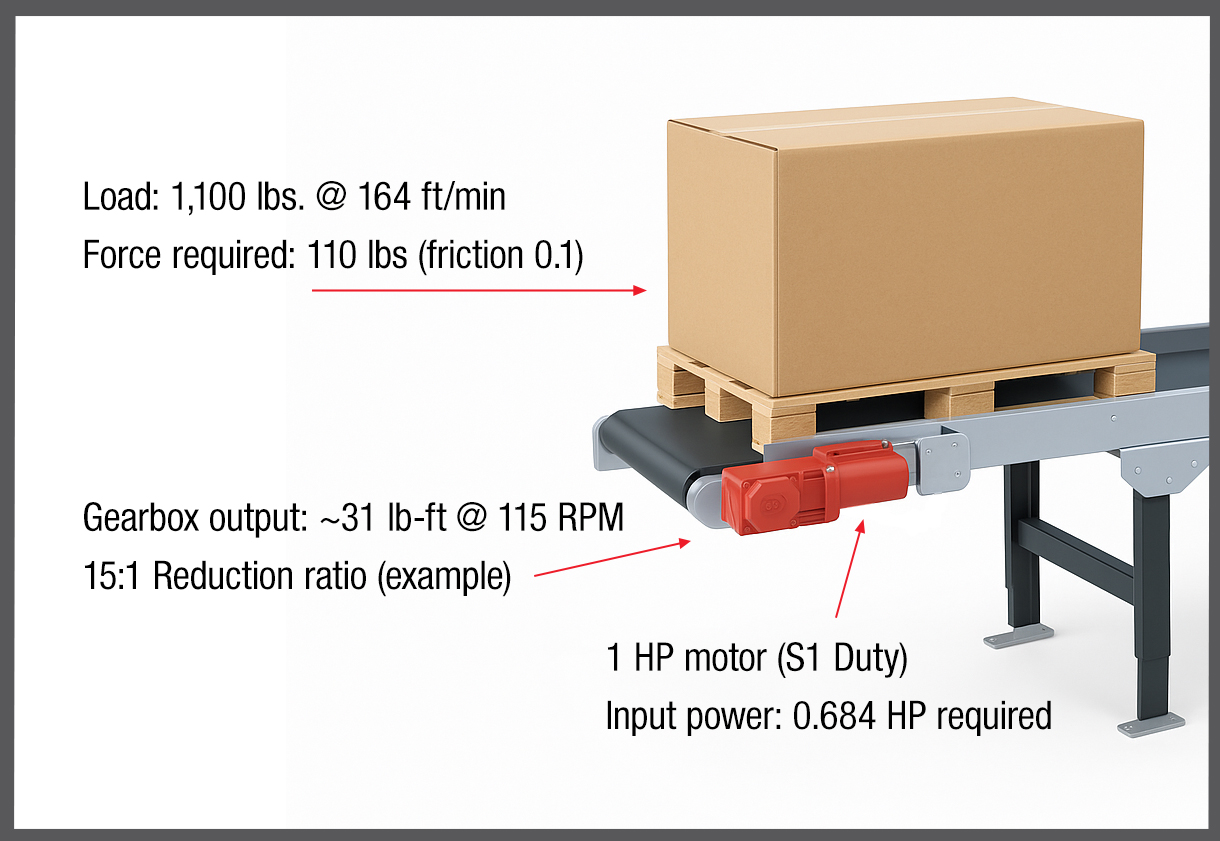
Motors, Drives
Safety and PPE
Workforce Development