It seems easy to realize the common sense of OEE, but more difficult to successfully involve all of the different areas of the business necessary to make the most of it.
Many management teams at asset-intensive industries are interested in or already calculating overall equipment effectiveness (OEE), but in many cases are not confident in the resulting number or are at a loss as to how to make managerial decisions based on an OEE calculation.
In this article, we will discuss a few simple and practical ways to optimize an enterprise asset management (EAM) and enterprise resources planning (ERP) environment to allow you to get more value from OEE. It seems easy to realize the common sense of OEE, but more difficult to successfully involve all of the different areas of the business necessary to make the most of it.
OEE of course is built on the premise that total efficiency cannot be maximized by running equipment at its top speed. There is a balance to be struck between speed and the conflicting need to control quality and limit downtime.
Basically, your plant or production line is built to produce at a certain theoretical maximum output. This output is reached only if you run the facility 24×7 at maximum speed, with no stops and no waste due to poor quality.
A = Availability (runtime)
P = Performance (speed)
Q = Quality (sellable)
OEE Index = A*P*Q
Therefore, if you run 90% of the time, at 90% of maximum speed and you produce 90% sellable quality your OEE Index is still just 72.9%. You lose 27.1% of your theoretical production capacity. The OEE analysis is all about trying to identify the reasons causing the lost production as a foundation for decisions on how to make additional investments that will yield the best ROI.
Tip #1: Eliminate data silos.
In many cases, equipment operation information, maintenance records, and business performance data are still in separate data silos and cannot be integrated. In other cases, the silos have been partially eliminated, but processes and interfaces have not been implemented to enable collaboration and effective data sharing between manufacturing operations, maintenance, and financial management.
In some companies, data on asset management is stored and managed in one system while the rest of the business, including core processes like finance, operations, manufacturing, quality management and human resources are managed in an entirely separate system. But in asset-intensive industries, maintenance and asset management are really the core functions, and other business functions support the need to ensure maximum return on the capital asset.
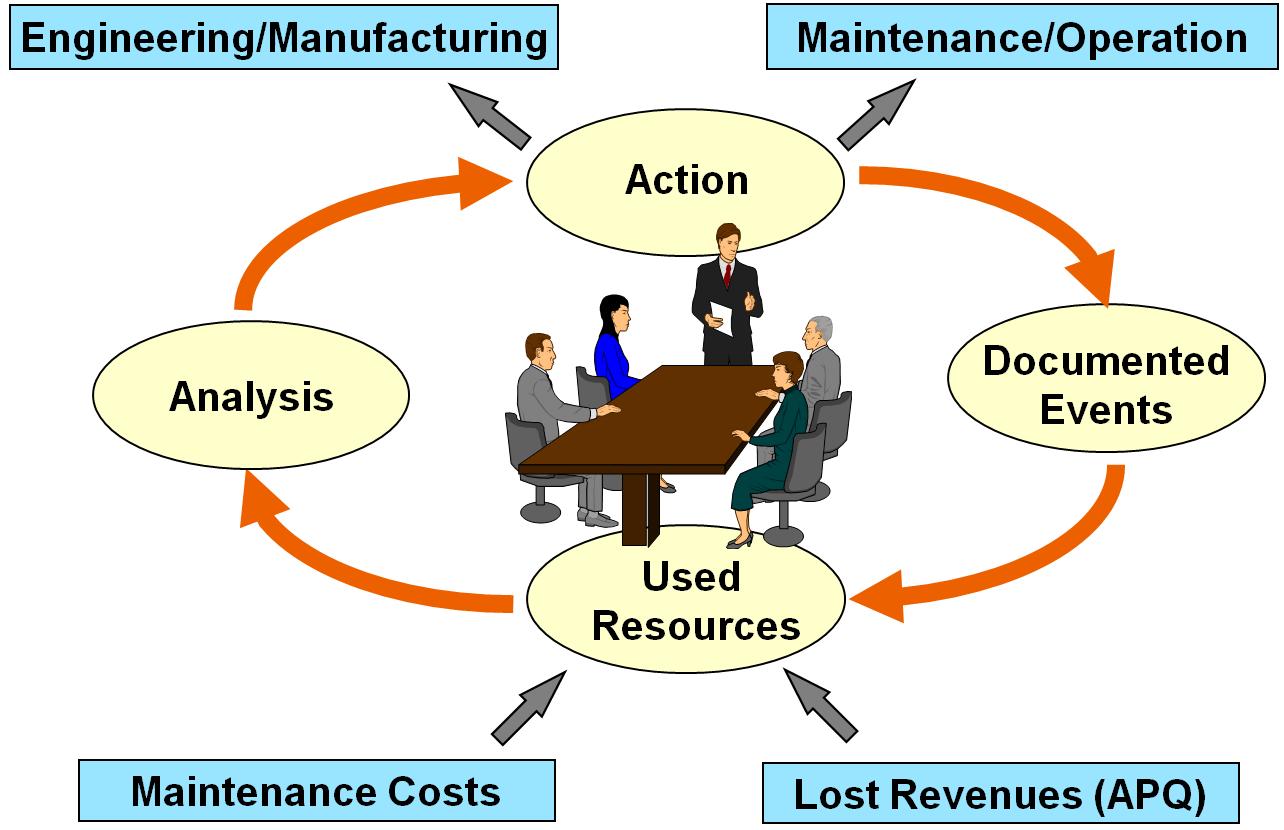
Running EAM and ERP environments that are not at least intelligently and thoroughly integrated may cause a good many of the problems encountered by executives unable to realize their full OEE visions. There are a number of ways to integrate the EAM and ERP in order to achieve more satisfactory OEE program.
But within some organizations, integration takes place more on the human level. EAM systems are used aggressively not only by maintenance but by operations production personnel to issue work orders, fault reports, and technical data about the equipment.
For example, when a pump breaks down, OEE notifies maintenance automatically. Later, the EAM system tracks the maintenance department’s progress toward completing the work order. Fault report data is reviewed to spot trends pointing to the need for preventive maintenance.
When operations personnel take an active part in the execution of the EAM system, an easy-to-use interface, well integrated into the ordinary process portals on the shop floor, is extremely important. This is a great start. But a lot of events in the production line, like failures corrected directly by operational personnel, restart of equipments and speed changes never end up as fault reports in the EAM-application. And they really don’t belong there.
That’s why the OEE application is a strategic tool to support the specific needs of the operational organization as an instrument to get a total view of what’s going on in production. That’s why many fail. Trying to calculate OEE within the CMMS application, without a specific OEE application that also supports operations is a recipe for failure.
The ideal OEE application also enables financial and business management to pull essential data from the ERP system, marry it to data in the OEE system, and make the information available to the rest of the organization. Management can analyze how maintenance, manufacturing operations, personnel activities, raw materials, and other factors contribute not only to OEE but also to productivity and profitability. This data can be used to drive decision-making throughout the organization on either an ongoing or a case-by-case basis.
In some cases, however, even after barriers between various IT systems have fallen, barriers still exist from a cultural standpoint. Well-integrated technology can still force data to cross departmental lines, but the willingness of the various departments of a company to make concessions to each other in order to meet the needs of the overall business will remain more of a management issue than a technology issue.
Tip #2: Integrate with the plant floor.
The importance of capturing real-time information cannot be underestimated.
Imagine coming in for the start of your shift after being home over a long three-day weekend. You need to quickly get an update of what has happened in your absence. Have there been specific problems that might recur? You might find records from the previous shift in a logbook or in hand-scrawled notes. But these notes can provide only a limited amount of data and, by their very nature, cannot capture the insights of those staffing the plant in the operator’s absence.
When data on equipment operation is collected automatically and refined by the operator, the quality and quantity of data are greatly increased.
At one IFS customer, after switching from manual to electronic event recording, the number of stoppages, slowdowns, and other events recorded for two production lines increased from 5,000 events per year to 200,000 events per year. Equipment slowdowns, in particular, can be subtle and often can be detected and interpreted only by digital real-time information capture. More accurate and complete data will of course allow for OEE data that is more reliable and actionable.
Although at one time there were walls between automation information and EAM systems OPC, a communication standard based on Microsoft’s OLE COM and DCOM technologies, eliminates a lot of those barriers. OPC defines standard objects and protocols for use in process control and manufacturing automation applications.
These protocols enable ERP and EAM providers to provide integration points between their enterprise-wide systems and plant floor automation technologies. OPC lets automation tools from major providers such as ABB, Siemens, and Rockwell Automation communicate with other systems using a standard language.
It is now much easier to tie in with other systems to share data on how equipment is operating, at what speeds it is operating, when stops and faults occur, and the dynamic factors that lead to stoppages and slowdowns.
Although the technological walls have been broken between automation, operations, and maintenance, business practices have been slow to change.
Tip #3: Focus on Usability
Automated data capture is one way to increase the amount and quality of data on stoppages in order to drive a strong OEE program. Making it easy and attractive for users throughout an organization to interact with an EAM or ERP system to log information is another.
In a recent test case, IFS found that enhancing usability of an OEE tool lead to:
4 A sharp increase in the use of OEE
4 An increased of registered information of more than 50%
4 Dramatic increase in quality of registered information
4 Operational education was streamlined as people felt comfortable search the application for information when registering data. Subsequently, little to no training was needed for those using the new, usability-enhanced application.
Usability is also important when it comes to quickly making sense of the large quantity of data. A user interface for OEE must allow the operator to focus on the exceptional few that need attention from the ordinary many that do not.
The results of human/computer interaction research suggest that visualization tools are essential for manipulating and interpreting large quantities of data. Timelines and tree maps are especially effective in allowing plant operators to distill usable information from hundreds of thousands of operational metrics.
Conclusion
In the next few years, I predict that more and more manufacturers will come to fully realize the potential of OEE by closing the gap between OEE and other enterprise systems like ERP. The technology is already available to do this, but more manufacturing professionals need to be made aware of the importance and underlying potential presented by this fusion of departmental information.
Ulf Stern is one of the co-founders of IFS AB, a world leader in component-based enterprise applications. Stern is IFS’ primary expert on EAM and Max OEE, and is intimately involved in developing the next generation of these technologies in cooperation with major manufacturers around the world.