Though they have similarities, preventive maintenance (PM) and predictive maintenance (PdM) significantly differ in their execution.
The primary objective of an organization’s maintenance function is to maximize the availability and efficiency of the organization’s assets throughout their expected lifecycles at the lowest possible cost. Maintenance generally falls under two categories: reactive and proactive.
Reactive maintenance, also known as run-to-failure maintenance, focuses on repairing an asset after it has failed. Proactive maintenance focuses on avoiding repairs and failures through preventive or predictive methods.
Run-to-failure is the oldest and simplest maintenance strategy and implies the intention to deliberately continue running an asset until the end of its life before corrective maintenance is performed. This strategy should only apply to non-critical assets, such as general-purpose light bulbs, or redundant assets, such as standby pumps, whose failure poses no safety risk and has a minimal impact on productivity.
Most successful manufacturers have transitioned to an overall proactive maintenance strategy which extends the life of assets, increases productivity, improves overall efficiency and reduces maintenance costs. Though they have similarities, preventive maintenance (PM) and predictive maintenance (PdM) significantly differ in their execution. Does one offer a competitive advantage over the other?
The type and frequency of each PM activity is primarily predetermined by the OEM for each piece of equipment. Preventive maintenance is predominantly classified as exploratory, planned component replacements or planned shutdowns. The frequency of PM activities is usually time or meter based, regardless of the current condition of the component.
Typically, machines are removed from production so the technicians can perform the required PM activities. As a result, not only should these interventions be planned and scheduled, but the affected operators should be reassigned to other machines. This requires strong collaboration efforts between an organization’s maintenance, production and scheduling departments to ensure machines are released at the appropriate, periodic basis for preventive maintenance activities to be completed.
A PdM strategy relies on the use of technology and tools such as vibration analysis, oil analysis and thermal imaging to constantly monitor an asset’s efficiency and wear to provide advanced warning of an impending failure or loss of function. The advantage of this methodology is that this monitoring occurs while the asset is running. There is no need to impede productivity to identify an impending failure. This methodology provides the most realistic, up-to-the-minute data on an asset’s condition.
However, this information can only be interpreted properly by highly trained maintenance technicians. Nevertheless, this approach offers flexibility to schedule repairs and restorations at the company’s convenience as long as the work is planned and scheduled before a failure takes place. Compared to PM, PdM offers the more proactive maintenance approach with the least impact on productivity.
Potential Failure (P-F) curve
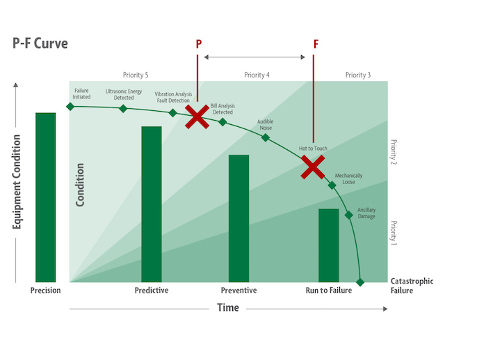
In the context of a preventive versus predictive maintenance methodology comparison, it’s important to review and understand the Potential Failure (P-F) curve. An asset’s failure is often thought of as an event rather than a process. However, most malfunctions occur over time. The P-F Curve (Fig. 1) illustrates an asset’s deterioration over time. Essentially, the P-F Curve offers tremendous value as a forecasting or early warning tool. This concept applies to each component in a machine.
The P-F Curve’s horizontal (X) axis represents time while the vertical (Y) axis represents condition. As an asset gradually deteriorates, the potential failure (P) is the point in this process when it is first possible to detect that a bug or loss of function is imminent. If a flaw remains undetected and unmitigated, the deterioration process accelerates until the asset experiences functional failure (F). The time range between P and F is referred to as the P-F Interval, which could range from days to weeks to months, depending upon the specific component.
Maintenance leaders can use the P-F Curve to challenge and update the OEM’s recommended PM activities. The quantity of these PM activities can be reduced by efficiently scheduling these tasks based on the historical data provided by the P-F Curve. Unfortunately, many organizations fail to recognize the value of the P-F Curve or put forth the required effort to collect and analyze the historical data. Thus, the PM activities remain status quo.
PdM’s real-time, condition-monitoring process provides the best opportunity to take advantage of the P-F Curve’s "crystal ball" data and avoid functional failure, provided the condition-monitoring equipment data is properly interpreted. As a result, the replacement or restoration of an asset’s component(s) can be properly planned and scheduled before a total functional failure occurs at the earliest convenience. Additionally, PdM requires fewer productivity disruptions than the intervention process required by PM.
Reliability-centered maintenance
Rather than debating whether one proactive maintenance strategy has an advantage over the other, maintenance organizations should focus on the future maintenance trend: reliability-centered maintenance (RCM). The RCM process seeks to maximize asset performance by applying the right activity to the right asset at the right stage in its lifecycle while simultaneously optimizing productivity. Rather than simply focusing on asset performance, this approach focuses on system function.
A successful RCM implementation requires incorporating an optimum combination of all other maintenance strategies which directly corresponds to the asset’s criticality and the costs associated in the event of its failure. Before they begin toward RCM, the manufacturing leadership should conduct a thorough analysis of each asset and phase in the production process. The next step is to designate the criticality, safety concerns, potential costs, opportunities for failures and risks. The final step is to align each asset to its best maintenance strategy.
An effective RCM strategy also should include the integration of a risk-based maintenance and inspection program. By considering the probability and consequences of failure, maintenance resources are focused and optimized on assets whose failures pose the greatest risk to safety, the environment and productivity. The primary objective is to minimize the capital, operational and maintenance costs without comprising safety, environmental standards, reliability and productivity.
Looking forward
Preventive maintenance had long been the dominant maintenance strategy. Maintenance organizations have slowly transitioned to the PdM strategy—the comparatively more proactive approach. Manufacturers must recognize that maintenance is a process. A PdM strategy cannot be adopted if a PM strategy does not currently exist. An organization must have a PM approach before it can utilize a PdM approach. From there, it can continue to advance to an RCM approach.
In today’s highly competitive environment, asset-intensive organizations are under increasing pressure to reduce costs, improve operational uptime and enhance employee safety. Applying RCM, the future generation of maintenance professionals will align an organization’s asset management strategy with its business and asset infrastructure. When implemented and performed correctly, RCM maximizes asset availability while simultaneously minimizing costs.
Mark C. Munion is a consultant for T.A. Cook Consultants, Inc.
ONLINE extra
See additional stories from the Plant Engineering May 2017 cover story below.