Ethernet-enabled motor integration offers an automation solution.
Factory automation applications depend on positioning systems for accurate motion control. Many positioning systems incorporate an integrated stepper (step motor, drive, and controller in one package) commanded by analog signals. While popular because of their simplicity and flexible operation, analog control positioning systems are not always accurate due to electromagnetic interference (EMI)—what often is referred to as noise.
Some factories can account for position variations by making operational adjustments. Manufacturers requiring more accurate motor positioning need a more robust solution. Industrial Ethernet is seen as an upgrade to legacy control schemes, specifically replacing analog signals to better command the position of integrated steppers.
Ethernet-enabled integrated motors overcome the limitations of analog control signals by providing a stronger, error-proof solution that delivers enhanced performance while providing a better return on investment.
Still, not every factory automation operation requires a move to Industrial Ethernet. Understanding the technology, benefits, and trade-offs between analog and digital position control is important before moving to a new control scheme.
Understand the technology
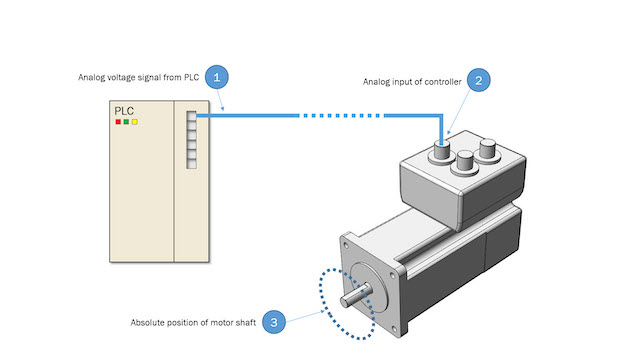
Analog positioning systems control the position of the integrated motor shaft using an analog signal, often in the range of 0 to 5, 0 to 10, or +/-10 volts. The integrated motor converts the analog signal to a position target via its onboard controller (see Figure 1). The resulting position of the output shaft of the integrated motor linearly correlates to the analog signal.
Analog positioning control schemes need no special configuration and can take advantage of the basic analog output found on any programmable logic controller (PLC). Widely supported, analog outputs are available on most PLCs, either on the main processor or through the addition of an output card. A dedicated motion controller is not required to implement position control. In addition, analog positioning schemes are simple to program. Sample code provided by the integrated motor manufacturer converts the analog signal into a position target, complete with parameters for scaling and offsetting the analog signal.
Another benefit of analog control is that positioning schemes usually respond very fast. As PLCs prioritize I/O tasks, changes in the analog output typically are processed every program cycle. Additionally, most integrated motors operate with fast microprocessors, so that the onboard code that converts the analog signal to target position easily can update the motor position every 1 msec. These attributes ensure the analog control scheme reacts quickly.
Noise is a major problem
In some situations, operating disadvantages outweigh the advantages of using an analog positioning system. Significantly, analog signals are susceptible to noise, especially when wires are long, unshielded, or shielded but not properly grounded. Even when properly grounding high-quality shielded cables, sources of electromagnetic interference in the factory environment make analog communications difficult and unreliable.
In the ideal world, one analog voltage value at the PLC would equate to exactly one motor position and remain accurate and repeatable over time. In practice, however, analog values set by the PLC change during transmission due to noise. As a result, the signal value sent by the PLC is not the one received by the integrated motor, causing a difference in the desired and actual shaft positions.
As the range of desired motor positions gets larger, while the range of analog signal values from the PLC remains fixed, the magnitude of the difference in the desired and actual shaft positions worsens. This differential is, in part, due to the finite resolution of the integrated motor’s analog input. As the range of motion of the integrated motor increases, the overall accuracy and response time of the analog positioning scheme degrades (see Figure 2).
Users can modify the code within the integrated motor to build hysteresis that stabilizes the motor position and reduces jitter in the position that results from small changes in the analog signal. However, programming produces limited results and, often, trades system resolution for responsiveness. In most situations, programming cannot completely mitigate the negative effects of electromagnetic noise on the analog signal. The lack of accuracy caused by noise effects may cause detrimental effects in some applications. The following example illustrates the negative effects in a conveyor belt application.
When analog doesn’t work
A manufacturer of intelligent conveyor belts experienced difficulties with the position accuracy of integrated motors and actuators when sorting smaller packages into multiple lanes. A central PLC controlled the motion of all axes on the conveyors by sending analog signals to the integrated motor and linear actuator.
Because of the unique nature of these intelligent conveyor belts that ranged in width from 12 inches to 8 feet, the inaccuracy of the analog control scheme resulted in positioning variances by as much as two inches. In many conveyor applications, a two-inch error is not a problem as mechanical systems such as rails realign larger packages further down the belt. However, when conveyors such as these group smaller packages closer together, a two-inch variance caused packages to sometimes partially enter adjacent lanes (see Figure 3).
In this scenario, position correction was impossible further down the line. With no mechanical solution to properly realign smaller packages, the analog positioning system proved challenging if not impossible to support this application.
A digital output system offered a more robust solution in eliminating the inaccuracies of the analog control scheme. With Rockwell controllers already in the system, the digital positioning control system sent commands via the existing EtherNet/IP network. (Note: Using discrete digital outputs from the PLC was another possible solution but proved cost prohibitive and too complex due to the number of discrete outputs needed to replace the functionality of the analog signal.)
Matching the high-speed capabilities of the analog control scheme, which updated position every 2 msec, initially proved challenging as the default update rate for the EtherNet/IP network was 10 msec. As productivity depends on fast product handling, speed was a critical issue. By optimizing code in the integrated stepper motor, the update rate over the EtherNet/IP network decreased to 4 msec. Although not reaching the original 2 msec update time of the analog system, the improvement in positioning accuracy justified the compromise on throughput.
To keep costs low, the digital positioning control system incorporated integrated steppers with built-in Ethernet communications. While many separate (non-integrated) motor and drive solutions could meet the accuracy and speed requirements over the same EtherNet/IP network, the integrated motor solution offered the best utilization for space and wiring. With some conveyor systems reaching 200 feet in length and requiring up to 100 motors, cost and space savings were important factors when designing the control system. Non-integrated servo systems were too bulky compared to integrated motors and required expensive cabling between the drives and motors. The integrated motor solution proved the best choice in terms of cost, performance, and space savings.
An Ethernet-enabled control scheme
Replacing the analog signal cable with an Ethernet cable minimally changed the architecture of the system. In the new configuration, the PLC connects to each integrated motor with a single Ethernet cable (see Figure 4). The Ethernet cable runs from the PLC through an Ethernet switch to the integrated motor.
In operation, the command from the PLC is the same absolute position command used by the integrated motor to generate motion. No code runs in the integrated stepper motor to convert the analog signal to position. In addition, the complicated filtering, scaling, and deadband parameters built into the code to handle analog signal noise go away. By eliminating coding, integrated motor configuration is simple.
In addition to a simpler communication of the command signal, the Ethernet-enabled integrated stepper does not require a dedicated analog output at the PLC, eliminating hardware costs on the PLC side. Technicians no longer must spend time troubleshooting noise and system grounds related to analog inputs. A switch to Category 5 or better Ethernet cables automatically incorporates sufficient noise immunity.
Mapping of commanded position from the PLC to the position used by the integrated motor is essentially one-to-one. Simplified mapping of programming variables makes field upgrades easier and reduces maintenance costs.
The cost and performance benefits derived from a standard Industrial Ethernet communications protocol are significant. The elimination of dozens or even hundreds of analog outputs on the PLC reduces hardware and installation costs. Operators no longer spend valuable time troubleshooting noise-related problems when environments, programs, and handling schemes change. Reducing the time and cost spent redesigning, installing, and maintaining the system resulted in measurable financial gains.
Dual-port motors
As more integrated motors are designed to support standard Industrial Ethernet protocols, new models increasingly offer dual-port connections that reduce hardware and cabling for the network. Two ports in every device support daisy-chain connections that significantly impact costs for machines with multiple axes.
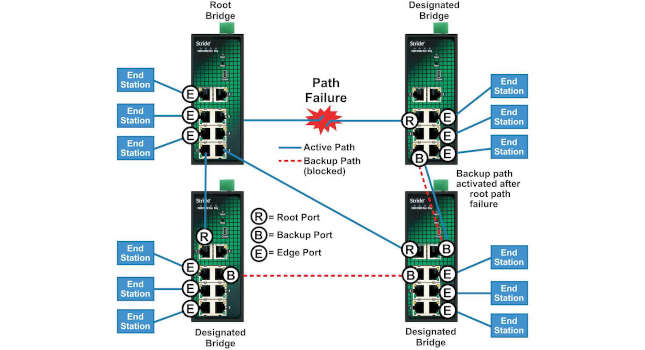
For example, six integrated motors without a dual port require individually wiring to the PLC through an Ethernet switch. Motors located 20 to 30 feet away may need more than 100 feet of Ethernet cable. With two ports on each integrated motor (dual-port), motors can be daisy-chain connected rather than individually wired to the switch. This configuration reduces the size of the Ethernet switch as well as the overall Ethernet cable length. Shorter cable runs between integrated motors (see Figure 5) save time, money, and inventory. Operators can connect the last motor in the network to the switch to create a redundancy in the network if a cable or connection fails during operation.
Manufacturers can derive numerous benefits by converting older analog control schemes with digital, Industrial Ethernet-based control schemes. Conversions achieve more robust motion control with performance benefits that reduce headaches and costs associated with troubleshooting and maintenance.
Eric Rice is national marketing director for Applied Motion Products.