Controls upgrade ensured precise tea bag alignment and eliminated manual interventions.

Supply chain insights
- Upgrading the control system enhanced Eastern Tea’s packaging process, optimizing synchronization and speed adjustments. This led to heightened efficiency, eliminating manual tasks and bolstering throughput.
- By strategically combining components and implementing advanced diagnostic features, the upgraded system not only saved costs but also ensured consistent production with improved fault detection capabilities for smoother operations.
Not long ago, Monroe Township, NJ-based Eastern Tea Corp., a tea packager and distributor, contacted Cornerstone Automation, Souderton, PA, regarding issues with its 1991 Doboy flow wrapper and synchronous infeed conveyor. The equipment no longer functioned properly, failing to synchronize product entering the wrapper.
Over the years, Eastern Tea had replaced some components with identical parts, but due to software obsolescence, the “smart” synchronizing conveyor wasn’t what it once was.
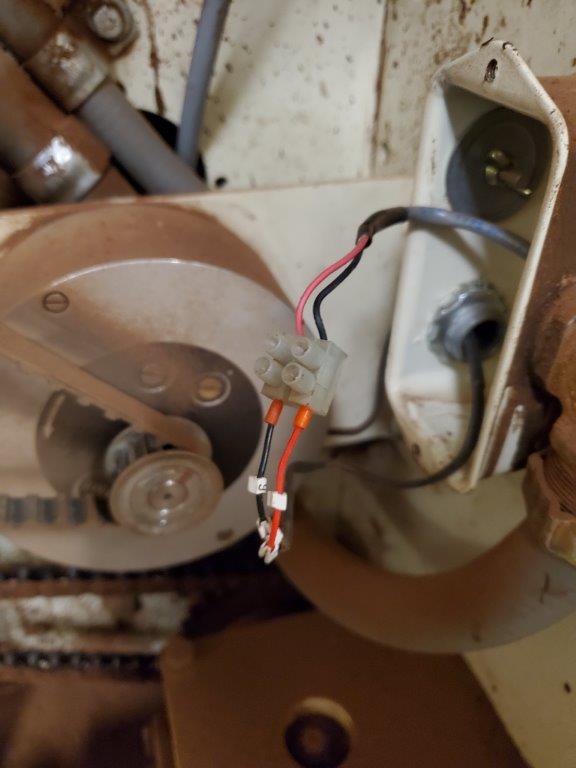
The Doboy machine had two sections, the flighted infeed conveyor and the flow wrapper. The flighted infeed conveyor included an encoder, tachometer, programmable limit switch and custom circuit boards. These components processed analog signals to control the speed of the now-obsolete servo drive synchronizing the conveyor’s speed to that of the downstream flow wrapper. Finished product exited the tea bagger onto a conveyor, traveling down several conveyor sections before transitioning to the servo-driven conveyor and entering the wrapper’s flighted conveyors.
In fact, Eastern Tea had resorted to manually pushing tea bags into the conveyor flights. Cornerstone Automation engineers recommended a complete controls upgrade since troubleshooting the existing system would involve a time-consuming process repairing and reprogramming obsolete servo amplifiers from a defunct manufacturer.
Solution parameters
“Cornerstone’s control system upgrade improved our packaging process,” said Glenn Barbakoff, vice president, Eastern Tea Corp. “With conveyor synchronization and dynamic speed adjustments, our operational efficiency soared. Precise tea bag alignment and automated processes eliminated manual intervention, leading to increased throughput and streamlined productivity. We highly recommend Cornerstone for its automation solutions.”
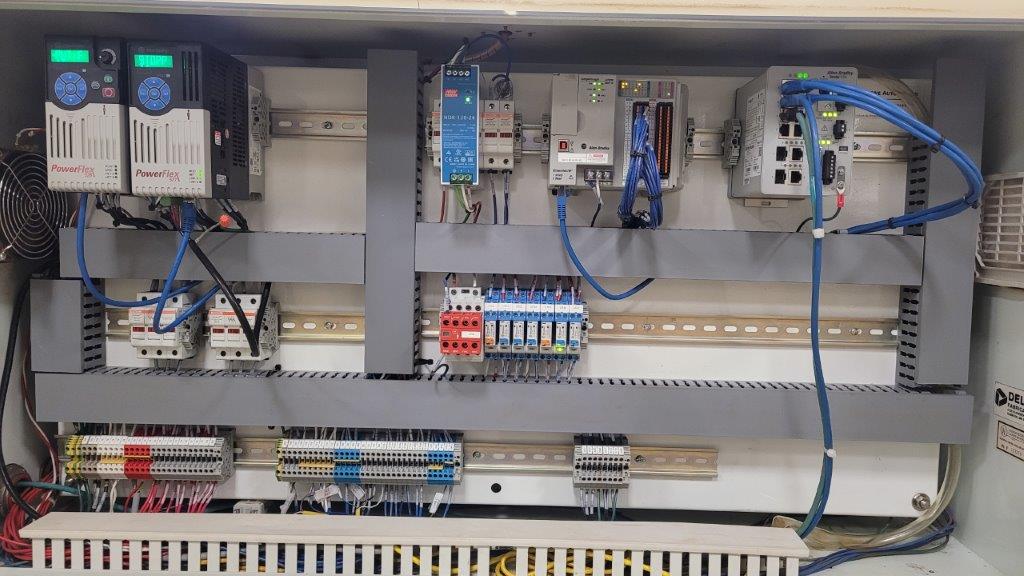
Despite ongoing challenges in parts sourcing, including for the required servo drive, Cornerstone procured the necessary components at reasonable prices. Given supply chain issues, the team demonstrated resourcefulness, purchasing a used vector drive and new variable frequency drive (VFD) and combining the two to create a functional temporary drive solution. Eastern Tea was later provided with the new drive, serving at present as a backup.

The servo drive, an Allen-Bradley PowerFlex 527, controls machinery motion and operates similarly to a programmable smart VFD. In contrast, the servo motor used was a standard three-phase induction motor, specifically a one-horsepower Marathon Motors BlackMax, equipped with an encoder. While not a dedicated servo motor, it functioned in a closed-loop vector mode, offering a cost-effective alternative to aid with speed regulation and equipped with minor positioning capabilities.
Despite system complexity, the programming approach simplified the process. The automation engineer incorporated only two motion commands in the programmable logic controller (PLC) to achieve functionality, resulting in a straightforward program structure. Further, engineers easily understood the code, which was self-documenting, reducing the need for excessive comments.
To ensure smooth installation, the interlock mechanism was reverse engineered. The panel was fabricated off-site and simulation used to verify the mechanism’s functionality. By connecting the master encoder to a drill, equipment operation from point A to B was confirmed as intended. On-site implementation mainly involved physical connections and minimal scaling adjustments.
As lead engineer, this piece’s author feels the following details were of particular interest. The installation went smoothly because it was well designed and planned. The components chosen could be adjusted on the spot, reflecting the real-world process. By aligning the programming with the actual process, adjustments were easy if anything changed. Real-world measurements such as inches or millimeters were used instead of arbitrary counts. This made it simpler to adapt to any changes in measurements without complicated recalculations. Scaling values upfront during programming made the setup much easier in real-life scenarios.

Process delineated
The machine included two main parts: the infeed section and the flow wrapper section. The engineers focused their modifications on the infeed section while consolidating the encoder and tachometer into one digital master encoder in the flow wrapper portion of the machine. The original controls for the flow wrapper were relatively simple compared to the infeed section, as the wrapper relied more on mechanical mechanisms. In the infeed section, a single drive was responsible for forward motion, but there were at least a dozen interlock signals between the two sections to control starting and stopping sequences.
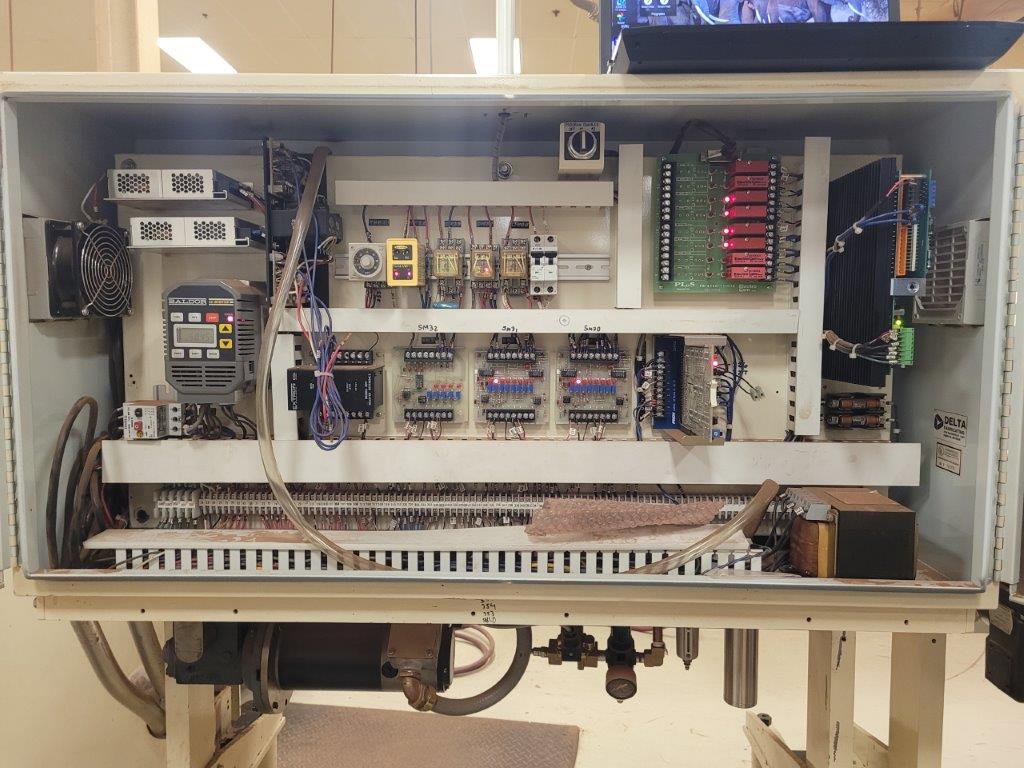
The engineers utilized drawings for both halves of the machine to determine what it would take to simulate the signals exchanged between the two sections. They then performed a straightforward panel swap, recreating the same terminal connections at the bottom, making the installation and rewiring process simple and hassle-free. This also led to reduced downtime.

In operation today, the machine is relatively uncomplicated. However, the infeed section includes two motors and three conveyors: for accumulation, backlog and metering. The backlog and metering conveyors are driven by a single servo motor and a few photo eyes. To ensure smooth operation, the machine relies on an additional encoder on the downstream flow wrapper (the master machine) to monitor downstream flights. A photo eye tracks the bag’s position relative to the flight and makes necessary adjustments to align it correctly. The system achieved this through coordinated motion control within the programmable logic controller (PLC). Multiple motion profiles are overlaid on each other, allowing the machine to synchronize with the downstream process while independently adjusting forward and backward to align with the tea pockets.
The motors in the machine can adjust their speeds as needed. However, Eastern Tea typically runs the flow wrap at a fixed speed without variation during operation. The accumulation conveyor, which is the first one in the line, runs at a speed approximately twice as fast as the rate at which the bags are dropped, to ensure there is a suitable gap between the bags.
In operation
Let’s take an example: If the bags are six inches long and the bagger operates at 10 bags per minute, it means the bagger runs at a speed of 60 inches per minute. Consequently, the in-feed conveyor runs at 120 inches per minute to keep up with the bagger. As the bags move to the backlog conveyor, they bunch up close together. However, when they reach the metering conveyor, they create a small gap based on the bag’s length in relation to the infeed length. Ideally, the speed of the metering conveyor should be directly synchronized with the flow wrapper in a one-to-one ratio. If properly set up, the bags should always fall into the designated pockets. However, in real-world scenarios, minor adjustments are almost always required during operation to account for slight discrepancies.
Since the product processed on this line has little variability, the system is programmed to make minor adjustments based on specific conditions. For instance, if a tea bag arrives three inches ahead of the expected position, the metering conveyor slows down to half its current speed, for a calculated duration, to compensate for the difference. This ensures that the bag aligns correctly with the flight pocket. Conversely, if a bag is three inches behind, the metering conveyor will speed up to one and a half times its current speed to catch up. These adjustments are made using motion access technology.
The original machine had around twelve interlocks and used an encoder as a programmable limit switch for the existing synchronization conveyor. Additionally, a tachometer provided a speed reference for the sync conveyor. The engineers simplified this setup by replacing both devices with a single absolute encoder over an Ethernet connection. During installation, they mounted a new encoder in the master machine, enhancing the overall system architecture.
Final words
By upgrading the entire machine, Eastern Tea saved money because the cost of sourcing and replacing the obsolete components would have cost more than the price of the machine upgrade. Additionally, bagged products are more consistent, and the machine could again be operated with less labor.
The system now offers advanced diagnostic capabilities. During the upgrade, engineers found that some of the original photo sensors were not working properly. Cornerstone Automation replaced the entire control cabinet during the upgrade, not individual field components.
The diagnostic capabilities of the original system were limited. The maintenance engineers hadn’t easily identified the failing photo eyes as part of the problem because the original system lacked detailed diagnostics.
Before, if a relay had broken, an engineer used a meter and documentation to identify the problem. Cornerstone Automation built Eastern Tea an interface with diagnostics for all interlocks between the two machines. Now, they can view for diagnostics purposes the square wave of the photo eyes as product travels by it. If a VFD goes into a faulted state, Eastern Tea gets an alarm telling them so, without shutting down production.
“Buying a new piece of equipment is often prohibitively expensive and may not work initially. Other integrators typically opt for a straightforward replacement without improvements,” explained Ferrin. “In this case, we were able to make all of these improvements while also offering the most cost-effective solution.”

Fast Facts
Dry, powdery solid materials can be transported using the following type conveyors:
-
Pneumatic: Uses a suspended gas stream to transport dry bulk materials through an enclosed pipeline.
-
Screw: Has a screw-like shape made of a knife that rotates and surrounds an axis. It is suitable for moving material in powder-structured solid form such as grain.
-
Modular tubing: Conveys powdered materials with discs attached to the central cable, pushing the materials spaced into segmented compartments similar to a string of small train cars. This mitigates dust and dramatically reduces chance of contamination.