System integrators should do a deep dive into the customer’s manufacturing process with detailed conversations and clarification of expectations during the design phase of any project.

A recent automation project by Applied Manufacturing Technologies (AMT) involved adding robotic material handling and custom automation for a thermoforming customer in the food & beverage industry. The automation was designed to fit between and connect to two existing manufacturing processes on multiple production lines in a 24/7 operation (see Figure 1). While the basic process appeared to be straightforward, the details and unexpected variants in the product and application proved otherwise. This eventually required a human-machine interface (HMI) to help tune and streamline the process.
The original project
The first area of the automation project was intended to receive product from a continuous forming and trimming operation, separating the accumulated product into sleeves that can be handled by a robot for delivery to a conveyor system that feeds an upstream process. The control and mechanics of the system were designed to support what appeared to be a straightforward process. What AMT learned as it implemented the automation in production is the variation in the product being handled caused by line-specific equipment, environmental factors (temperature, humidity and the like), and the base material itself, required more controls logic and input/control by the operators. In addition, the system’s design had to fit within existing plant and equipment layout. This resulted in each automation line requiring a unique design while performing the same functions (see Figure 2).
The second area of automation for each line is the pack out of finished product. Stacks of nested product are accumulated and separated into finished stacks with a specific product quantity. The stacks are then compressed to a specific length to build pallets of finished material, which are stretch-wrapped and sent to the warehouse for shipment to the customer. The product characteristics could yield a stack length variation of up to six or eight inches. As a result, during the compression operation, some stacks would bow, which then caused crashes as subsequent stacks were added onto the pallets. An actuated hold-down mechanism was added to the equipment to solve this problem.
Unique manufacturing conditions
The plant runs 24/7 with a continuous production rate of several hundred pieces per minute on each of several production lines. Any interruption to the forming process and automation starves the upstream process and likewise upstream stoppages impact the forming process. The interdependencies throughout the manufacturing process were discussed, but not fully considered, during the proposal and implementation phases of the project as well as the impact and recovery from any disturbances in the process. As a result, once automation was in production, there were many enhancements needed to support the unique conditions of the process. These enhancements also were designed to minimize downtime and, most importantly, the recovery that may be required.
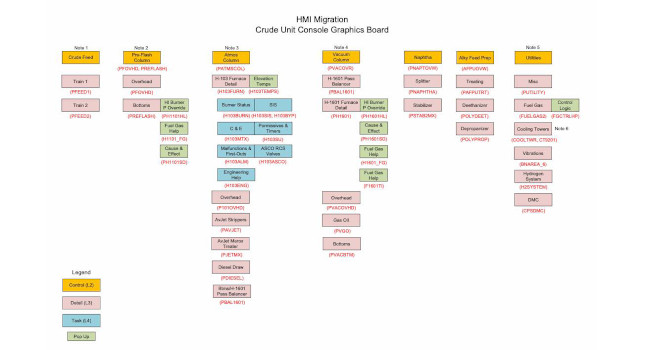
Figure 3: The human-machine interface (HMI) was rewritten to provide detailed diagnostics, simplified error recovery and operator ease of use. Courtesy: Applied Manufacturing Technologies[/caption]
Key takeaways
While the automation continues to support the 24/7 operation, AMT is reminded of the need to deep dive into the customer’s manufacturing process with detailed conversations and clarifying expectations during the design phase of any project. This should include in-depth discussions about operating scenarios along with the benefits and potential process changes expected with automation.
It should entail learning the company’s tolerance to interruptions in production — including recovery processes and procedures. Tolerance to product variation should be defined and agreed by both parties as well as the interdependency of various manufacturing elements. Finally, discovering the plant staff’s level of technical experience and what maintenance and operating personnel training will be required along with spare part inventory.
Rick Vanden Boom is vice president of systems at Applied Manufacturing Technologies.
Applied Manufacturing Technologies is a member of the Control System Integrators Association (CSIA). For more information, visit the company profile on the Industrial Automation Exchange.