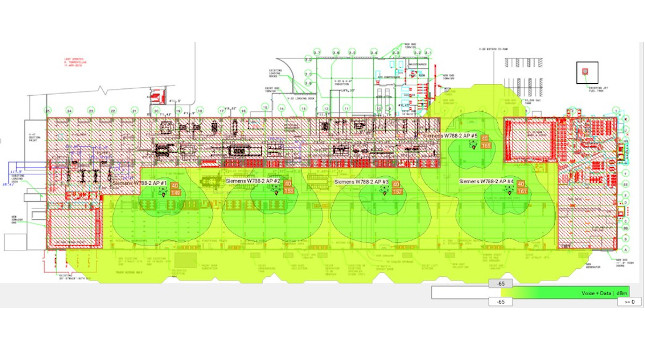
A single dashboard can display power quality information to head off problems

In the past decade, significant changes have occurred in industrial environments. With the growing cost of downtime and rise of complex, high-density electrical equipment, power distribution systems are increasingly relied on to provide a clean, steady supply of power. Today’s electrical equipment is also far more intelligent, relying on sensitive electronic controls and microprocessors to maintain optimal plant performance around the clock.
These developments have increased the importance not only of power quality and reliability, but also of preventative maintenance. With larger equipment investments, it becomes vital to address possible issues before they result in unplanned downtime or costly equipment damage.
Further, power systems evolve over time while plant managers constantly strive to incorporate best-in-class equipment to enhance the reliability, efficiency, and safety of operations—which often leads to an infrastructure built with products that vary in age and manufacturer.
To keep a close eye on equipment and power status, equipment vendors and OEMs have moved away from proprietary technology and toward industry standard communications. Many pieces of modern equipment are embedded with Internet Protocol (IP) addresses, which allow plant management to actively and remotely monitor equipment by visiting a dedicated Web address for each device.
However, there could be thousands of individual devices across an enterprise. Thus, it can become very difficult and time consuming to achieve the full potential of remote management by taking a “one-off” approach. Providing a solution, electrical power management systems can unify data from multiple devices within a facility or enterprise electrical system. These platforms provide a resource for remotely monitoring all power system data within a single dashboard, and can advance power management programs by tracking historical and real-time power system data.
Electrical power management systems
Offering a cost-effective solution, modern electric power management software can prove a critical tool in any enterprise’s daily operation. It not only unifies data from electrical equipment across a single facility or enterprise, but today’s platforms provide actionable input for proactive management and decisions on budget planning, capital equipment replacement or expansion, production and operations scheduling, and energy usage and management.
From a remote management standpoint, modern electrical power management systems can:
- Keep you informed at a glance with a dashboard telling you exactly what you need to know
- Notify you when something happens and lets you address the issue wherever you are
- Help you spot energy usage anomalies so you can identify and adjust the equipment causing the problems
- Provide you the detailed forensic data to determine the root cause of power problems
- Give you the long-term power and energy usage information needed to make smart capital investment decisions.
To manage a plant effectively, you need insight into your power and energy systems where you need it, when you need it, every time. Electrical power management systems move beyond simple alarm notification to gain true insight into your power and energy systems to help you proactively and predictively address issues.
These platforms play a significant role in identifying equipment or system issues before major problems occur, and can aid in troubleshooting or diagnosing equipment failures. They also help anticipate risks and can result in huge financial benefits to plant operations, with a majority of features available through remote access.
But, how can plant managers best utilize the information that electrical power management programs provide?
Intelligent data acquisition
With an electrical power management platform, multiple data acquisition tools obtain daily operational data from equipment. From the basement to the rooftop, for one facility or multiple, power management platforms can collect data from the following device types commonly found across industrial plants:
- Meters and submeters
- Circuit breakers
- Motor control overload relays
- Motor protective relays
- Feeder protective relays
- Uninterruptible power systems
- Power distribution units
- Automatic transfer switches
- I/O modules
Though these platforms are designed to provide a complete overview of power and energy systems, they deliver specific information and benefits for a variety of applications.
For example, a typical monitoring system could have 100 or more data collection points, several months of historical data storage, and even longer-term storage of minimum, maximum, and average data. These monitoring systems utilize embedded intelligence to help identify key trends from all incoming data, creating trend plots. The user can then set multiple parameters to be viewed on a single screen and, if needed, saved for future analysis. But how does this impact remote management?
The alarm process
Advanced monitoring software integrated into electrical power management systems can help plant management identify issues before they can reach impactful levels.
Using pattern recognition to interpret data, power management platforms can create trend graphs of equipment operations under typical conditions. By creating these standard benchmarks for operating conditions, it is possible for the system to quickly identify a fault or potential harmful power condition.
Once incoming data is flagged as a potential problem, it is processed through a series of advanced data analysis tools, and the results can be sent as an alarm to plant managers. Upon receiving the alarm, plant staff can react quickly to analyze the details of the issue, before brainstorming possible causes and suggested actions.
For facility issues, management can see all the equipment on the factory floor or across an enterprise, with key indicators on energy consumption, power quality, and active alarms prominent on the screen so that they can take quick action.
For information technology issues, managers can quickly assess the entire power system, including the traditional power distribution equipment, such as UPSs, power distribution units, and generators for optimal operation. Providing access to the information needed to maintain desired levels of efficiency, power consumption, and power quality to keep plants running smoothly and minimizing downtime.
These platforms also provide the ability to view a concise summary of device alarms and manage alarms at a remote location. Specific alarms can be coded for ease-of-use, with sorting and filtering for specific management teams built in. Additionally, alarms can be acknowledged individually or by groups; sorted by date, priority, or device; and exported for further analysis. You can also dive deeper for additional analysis including viewing historical data around the time of the alarm occurrence.
The importance of remote monitoring
There are numerous potential benefits of these remote monitoring capabilities. By collecting operational data from the site and evaluating it on a daily basis, users can reduce the potential for damage to plant equipment.
The diagnostic tools embedded in electrical power management systems are designed to detect slight indications or changes in monitored parameters. These changes can be thoroughly analyzed to provide early fault detection to limit equipment damage and reduce maintenance costs by having the opportunity to proactively address issues, such as providing the foresight to accommodate for planned downtime when repairs are needed.
Investments in new technology, and the desire to enhance electrical efficiency and reliability have caused the potential benefits for remote monitoring to rapidly increase across industrial applications. Electrical power management systems are contributing by making information easier to analyze and dissect. These platforms unify data acquisition, analysis, storage, and reporting, while providing early detection of abnormal conditions of plant equipment. This information makes it easier to make informed business decisions to address diagnostics issues.
Maintaining equipment health, plant availability, and energy efficiency is critical. The remote monitoring and management capabilities of modern electrical management platforms are helping customers achieve these objectives without enormous investment or training. Additionally, these systems are dynamic and constantly updated to enhance ease-of-use and interoperability with the latest equipment.
Most important, these solutions enable users to easily access the data needed to make direct improvements in the overall power reliability, energy efficiency, and safety in the environments they manage—whether they are on-site or not.
Marty Aaron is Eaton’s product line manager for software and connectivity products and has more than 25 years of experience in the electrical industry.
- With a high dependence on electrical systems and the need for power quality, manufacturers are looking at a single dashboard to monitor power quality issues.
- Power management platforms can collect data from a wide variety of devices and display them in a unified way.
- By collecting operational data from the site and evaluating it on a daily basis, users can reduce the potential for damage to plant equipment.