Technology used to deliver information to the operator’s fingertips.

The first step when implementing the Industrial Internet of Things (IIoT) in a manufacturing facility is generating data from sensors and actuators connected to components and equipment, the things in the IIoT often referred to as edge devices. These devices can be motors, drives, pumps, machines, valves or any of the other hundreds of automation components found in industrial plants (Figure 1).
The next step is collecting this device data, a task usually performed by programmable logic controllers (PLCs) and other advanced controllers. Once collected, this data can be shared with local and remote users via the Internet and company intranets in a variety of ways. By doing this, plant personnel can create their own IIoT, connecting their edge devices to the people most in need of this information.
Edge into control
The flow of data starts at the edge device, whether it’s a temperature, current or digital sensor; a variable frequency or servo drive; or any other sensor or component containing information of interest. These edge devices can be connected to such devices as advanced controllers.
Data is available in many forms in industrial automation applications. Each data point is unique and each is just as valuable to a particular person. Advanced controllers have the ability to not only read these crucial data signals, but they also possess the processing power to act on them internally by performing calculations, scaling values as needed, and storing the data or presenting it to an upstream database.
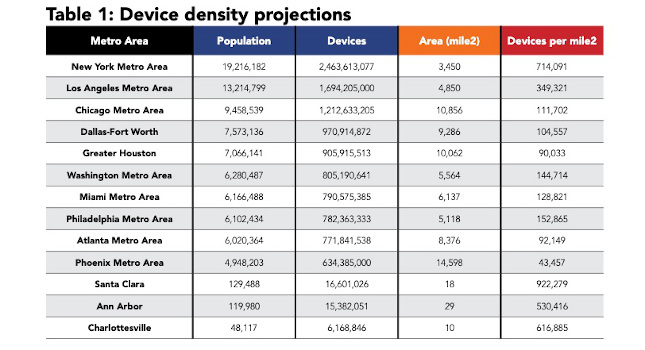
Advanced controllers can handle a variety of signal types from a multitude of edge devices (Table 1). These signals range from very basic, discrete on/off signals generated from simple sensing devices, mechanical limit switches, and proximity and photoelectric sensors; to variable analog signals, typically in milliamps or low-voltage dc; to communications signals where device and application statuses are updated over shielded, twisted pair of wires using a variety of communication transport protocols.
Digital sensors operate at a variety of voltage ranges, but each is simply on or off depending on the status of the data point under measurement. This single bit of data may not seem like much, but it can be crucial to machine and process operations because it provides important information. For example, the current mode of operation (off, on, automatic, manual, etc.), number of cycles, quantity of finished goods, number of rejects and more are each monitored and counted by a single bit. With the use of high-speed counters, a sensor or encoder can use this same discrete signal to provide position, direction, speed or distance.
An analog sensor provides the variable data associated with a process measurement. Common signals include temperature (most commonly measured with a thermocouple, RTD or thermistor sensor), pressure, flow, level, distance, voltage or current. This data will be transmitted to the controller input as an analog signal. Industry-standard analog signals include 4-20 mA, 0-5 V dc, 0-10 V dc and +/-10 V dc. These analog devices are crucial in monitoring and controlling applications and are being used more frequently because they deliver more information than a simple on-off device.
Many controllers have analog input modules with 16-bit resolution, meaning that the voltage or current signal being transmitted back to the controller is converted into a high-precision digital value between 0 and 65,535 counts (216). For a standard 0-10 VDC analog sensor, the controller-count variable will increase with every 0.153 mV of change in the process signal. Consider a 0-10 VDC pressure transmitter calibrated to measure 0 to 100 psi. A 16-bit resolution analog input module will detect a pressure change down to 0.00153 psi, precise data feeding the IIoT.
By using communication protocols, smart edge devices can reveal more about their status. Controllers can read the built-in status registers of a variable frequency drive, soft starter or other intelligent device—and gather multiple pieces of data directly from the device.
These components typically include data registers with continuously updated process values, such as revolutions per minute, hertz, voltage, acceleration time, deceleration time, etc.
Each of these connection and control methods provide valuable insight into the machine or process and, by implementing and taking advantage of IIoT, the controller can help decision-makers by getting this data to them sooner.
Data-handling at the controller
Advanced controllers have the capability to store data locally on standard removable media ports. For example, many advanced controllers have an integrated "microSD" removable flash memory card slot for up to 32 GB of local data storage. From the standpoint of gaining access to raw data, this is one of the easiest methods available for data collection.
A user can simply manually swap out the microSD card to pull the data from the process, or access the controller remotely using the integrated Web server. This provides access to the log files from any Web browser with adequate security provisions and connection to the network. Once connected, the data can be viewed, downloaded and deleted as necessary.
The built-in data collection on advanced controllers provides an excellent starting point for collecting data and feeding the IIoT. On more advanced machines and processes with larger data-collection requirements, the data-logging capabilities of a human machine interface (HMI)/SCADA software package can be used, but the controller must first be connected to the HMI/SCADA system.
Connecting controllers to HMIs
Ethernet is the fastest-growing industrial communications network with, like most communication methods, typically many protocols to choose from. In the North American market, EtherNet/IP protocol is by far the most popular, with Modbus TCP a distant second. The advanced-productivity controllers support both of these common protocols.
Support for an Ethernet protocol shared by the controller and the HMI is the first step, with the second step being creation of the tag database. Defining these data-exchange details allows the controller and the HMI to recognize data and put it in the right place.
Using this built-in tag name-sharing feature, users can design a screen layout and create objects by assigning a tag name and establishing a link between the controller and the HMI. Connecting data from an edge device through the controller tag and into the HMI/SCADA over the configured communications protocol thus becomes a simple tag name-selection step.
Distributing HMI information
Data in HMIs can be distributed to a variety of clients using a number of standard protocols (Table 2).
To facilitate the distribution of data, the Point of View HMI/SCADA and other competing software systems offer various "thin client" options so users can access data based on their needs and a location relevant to the machine or process.
A thin client is a device designed and used for remote communications with a server. In the case of HMI/SCADA software, the project is developed and the run time application is deployed on a server PC. Once the run time is operational, the user has a few options for viewing and interacting with the project.
The data can be viewed directly on the PC where the run time application is installed. Using a utility called a "secure-viewer thin client," the run time application can be deployed on a remote PC that is typically on the same network as the run time PC.
Extending out from the local network, a "Web thin client" application would be used and is very similar to the secure-viewer thin client. However, the application is actually running within a Web browser and is not a stand-alone utility like the secure-viewer thin client. This gives the user more flexibility, as it allows access from any Internet-connected device capable of hosting a Web browser—including mobile thin clients, such as laptops, tablets and smartphones.
Data logged at the HMI, stored on a connected SQL database or provided to the cloud is available for IIoT connections, allowing data to be presented to those who need it. Data can be viewed and used by management, scheduling and the enterprise resource planning (ERP) system. Additional connections to the cloud can connect to field engineers and plant floor personnel via tablet, smartphone or remote PC (Figure 3).
Conclusion: Use data to improve
Many aspects of the IIoT are not breaking new ground. However, combining all of these modern technologies will allow IIoT implementations to be designed and installed more quickly and at dramatically lower costs.
For an IIoT implementation to be effective, data must be collected, presented and used to improve operations. Most people are aware that having more data gives a clearer picture of how the equipment or process is operating and, in general, the overall health of the production facility. The next step is using this information effectively, a subject for another article.
The data is there and waiting to be used. Advanced controllers have more capability, processing power and memory than ever—so gathering, manipulating, storing and presenting information is becoming a more integral part of the automation system.
With Ethernet networking built-in, seamless interaction among the advanced controller, the HMI/SCADA software and the business systems is easier than ever-and the IIoT puts all of this information at your fingertips.
Jeff Payne is product manager of the automation controls group at AutomationDirect.