Machines today are connected via Ethernet, which allow manufacturers to network their industrial automation and control systems and connect their plant production and business systems.
Often overlooked by plant managers, industrial Ethernet certification is vital to overall efficiency and can mean the difference between optimized productivity and less-than-robust performance. Machines today are connected via Ethernet, allowing manufacturers to network their industrial automation and control systems and connect their plant production and business systems.
Ethernet cabling in manufacturing
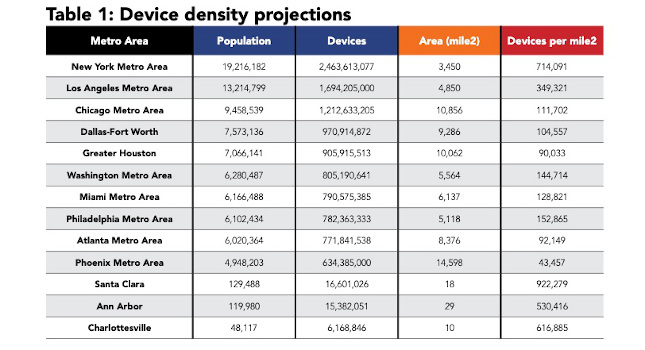
An increasing number of devices are being connected via Ethernet as part of the Industrial Internet of Things (IIoT). It is projected that by 2025 there will be about 50 billion Internet-connected devices installed in industrial applications.
As this occurs, the need for increased speed and bandwidth of the associated industrial Ethernet networks has risen. Gigabit Ethernet is emerging, and there is talk of 10-gigabit Ethernet soon entering the plant. As speed increases, the quality and integrity of the physical media becomes more important. Impedance and crosstalk between pairs rises, while signal-to-noise ratios tighten.
Operations technology (OT) is converging with information technology (IT) with enterprise big data that will soon require higher speeds). To prepare for this IT-OT convergence, plant managers are encouraged to ensure their Ethernet and cabling is certified to promote longevity and reliability.
Why certify?
Approximately 35% of total failures in plant automation are attributed to physical-layer failures, such as cabling. Physical deterioration, electrical failure, or poor installation and maintenance can all lead to unreliable network performance, as well as loss of critical data, system downtime, or even catastrophic, overall failure.
When installing cabling for industrial Ethernet applications, you can no longer simply assume it is going to work. To reduce start-up problems and minimize future downtime, it is encouraged to not only ensure cable is installed properly, but also to have it configured, tested, and certified.
Some of the most common mishaps when installing cabling for industrial applications involve the cable itself—whether it’s too close to other cables or electrical equipment, crushed, kinked, too long, defective, or its bend radius is exceeded. The majority of these issues can essentially be fixed with proper certification, as cable certification ensures the cable infrastructure meets standards for quality and speed.
Certification is relatively common in commercial sectors but less so in the industrial space. With a significant number of industrial network problems related to cabling issues, testing can reduce the amount of finger-pointing when network problems arise and, for many cabling and network infrastructure vendors, certification is a requirement for warranties.
Cable certification
With the importance of cable certification for plant manufacturing in mind, it is relevant to understand that not all certifiers are created equal. Cable-certification test parameters include loop resistance, return loss, propagation delay, and cable length. If these parameters are out of specification, the risk of communication failure can increase. For operating convenience, look for a certifier that can be operated at either the local or remote unit to reduce unnecessary work for technicians and plant-floor workers.
Legacy industrial installations have used M12 two-pair cabling, but newer installations are switching to four-pair cabling. It is recommended to find a certifier that can handle both. Test configurations tend to be specific to industrial Ethernet as well as the industrial automation space, with some of the most popular including RJ45 to M12, RJ45 to RJ45, and M12 to M12 cable. The Telecommunications Industry Association (TIA) for frequency bandwidth also regulates each of these variations.
As of now, the most common TIA standard for cabling is Category 5e (up to 100MHz), but CAT-6 (250MHz) and CAT-6A (500MHz) are increasingly being used in industrial installations. It is important to make sure your certifier can support the higher standards of today, as well as the future. While CAT-6A is in practice now, CAT-8 (2,000MHz) is in draft mode. CAT-8 applications are expected in areas such as data centers, however, and not on the plant floor. When selecting a certifier, it is important to place versatility as a top priority and to look for a wide variety of adapters including the copper connections listed above. It is also suggested to seek single- and multi-mode fiber, as well as those for specialty tests such as patch-cord testing.
Mark Knebusch is the vice president of marketing for Softing Inc., a leading provider of industrial communication products and technologies for manufacturing and process automation. He is based in Knoxville, Tenn., and can be reached at [email protected].